
Чертежи станка ручного лего станка
Обновлено: 14.05.2024
Рассмотрим, из чего состоит шлакоблок. Это правильный параллелепипед длиной 39 см, высотой 18,8 см и шириной 19 см. Чем правильнее будет его форма, тем легче будет проходить процесс кладки. Блоки могут быть полнотелыми или пустотелыми. Полнотелые изделия применяются для возведения несущих стен и межкомнатных перегородок.
Производство шлакоблока пустотелого предусматривает наличие нескольких отверстий. Количество отверстий может быть 2 или 3. Форма отверстий также может быть самой различной: круглой, прямоугольной или квадратной.







Разновидности строительных блоков
Кирпич по-прежнему остается основным материалом при строительстве высоток, но для малоэтажного строительства дешевле использовать другие стройматериалы. Если исключить древесину, которая нынче дорогостояща, выбор все равно будет разнообразным. Современные стеновые материалы изготавливают из:
- пенобетона;
- шлакобетона;
- газобетона;
- керамзитобетона.

Таблица сравнения характеристик блоков
В качестве наполнителя шлакоблоков используют самые различные и порой экзотические материалы, являющиеся отходами производств: отсев, стеклянный и кирпичный бой, опилки, древесную щепу.
Рассмотрим для начала, как самостоятельно изготавливаются керамзитоблоки и шлакоблоки, как наиболее бюджетные среди всех вышеперечисленных стройматериалов.
Мнение эксперта: Станок для производства шлакоблоков
Если Вы не обладаете необходимыми знаниями и навыками для самостоятельного изготовления станка, советуем арендовать оборудование. При желании самостоятельного изготовления станка для производства строительных блоков используйте только качественные материалы. Советуем большое внимание уделить этапу созданию чертежа конструкции и заранее просчитать все нюансы. За образец возьмите заводское оборудование или уже готовое оборудование друзей и знакомых.
Изготавливаем форму для шлакоблока своими руками
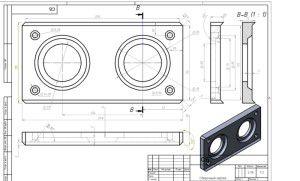
Первым делом необходимо приобрести или изготовить самостоятельно формы для шлакоблоков. Именно в них будут изготавливаться шлакоблоки своими руками. Можно сделать одну форму, если предстоит небольшое строительство. Если имеется желание ускорить процесс изготовления шлакоблока в домашних условиях, то можно сделать заготовку, рассчитанную на одновременное изготовление 3–6 блоков. Предварительно составляются чертежи конструкции.
Рассмотрим, как сделать форму своими руками, размеры которой составляют 400х200х200 мм. Для этого понадобятся доски или листы металла толщиной не менее 3 мм. Сама конструкция состоит из дна, к которому крепятся стенки. Высота стенок соответствует предполагаемой высоте параллелепипеда.
Для формирования пустот берутся металлические трубы диаметром порядка 6–9 см. Их предварительно нужно обработать болгаркой так, чтобы получились конусы. Это необходимо для обеспечения легкости извлечения их из застывшего шлакобетона или снятия формы с еще не застывшего блока. Трубы соединяются металлической перемычкой и закрепляются на дне или на боковых стенках формы.
Технология производства шлакоблоков допускает использование деревянных заготовок в форме конусов. Если же идти по совсем простому пути, то для изготовления шлакоблоков применяются наполненные водой бутылки, которые утапливаются в растворе. Правда, в этом случае, после заливки необходимо дождаться застывания раствора в форме.
Форма может быть разъемной. Для этого стенки крепят так, чтобы их можно было легко снять. В этом случае обеспечивается легкое освобождение готового шлакоблока из формы. В длинных стенках формы прорезаются канавки, в которые вставляются короткие поперечные стенки.
В процессе изготовления формы потребуется крышка, которая обеспечит выравнивание поверхности раствора, а также будет являться своеобразным прессом. В крышке нужно проделать отверстия для конусных компонентов, если не предусмотрено их крепление к крышке. Если конусные выступы жестко закреплены на крышке, то крышка выполняет еще и роль пресса.

Делаем вибропрессовочный станок
Заливаем смесь в форму, надавливаем прессом и одновременно включаем вибратор. Через 10-20 секунд раствор уплотнится и образует усадку, поэтому добавляем в матрицу смесь и повторяем процедуру, не выключая вибратор до тех пор, пока прижимная пластина не опустится до уровня ограничителей.
Приобретение заводских станков, оснащенных дополнительным оборудованием для автоматизации производства шлакобетонных изделий, предоставит возможность организовать собственный небольшой бизнес. На таком профессиональном оборудовании можно изготавливать не только блочную продукцию. Матрицы сменной формы позволят формировать тротуарную плитку, бордюры, декоративные элементы – по существу, любые аналоги бетонных изделий.
Самодельные станки такой универсальностью похвастаться не могут, но для индивидуального строительства этого и не требуется.
Надежность и производительность станка, собранного из чего попало, не идет ни в какое сравнение со станком, изготовленным в условиях производства, где есть хотя бы намек на гарантию качества. Тем не менее, изготовить пару сотен шлакоблоков не запрещается никому пока что, поэтому мы представляем чертежи с размерами для вибростанка.
Изготовление вибростанка
Чтобы обеспечить наилучшее качество получаемой продукции, применяется специальное оборудование для производства шлакоблоков в домашних условиях. Это так называемый вибростанок. Он позволяет создавать вибрацию после заливки раствора в форму, которая способствует уплотнению раствора и повышению прочности изделия. Рассмотрим, как самому изготовить самодельный вибростанок. Его схема достаточно проста.

Вибростанок для производства одного блока
По своей конструкции вибростанок состоит из следующих элементов:
- Металлический короб (форма), рассчитанный на одновременное производство 1–3 шлакоблоков своими руками. Короб изготавливается из листов металла. Его размеры соответствуют габаритам будущих изделий.
- Цилиндры для формирования пустот. В этом качестве используются куски металлических труб, которые обрабатываются точильным кругом для формирования конусности. Цилиндры соединяются между собой металлической перемычкой по длинной стороне формы и крепятся к боковым стенкам. Расстояние от низа цилиндров до дна не должно быть менее 3 см.
- Крышка с прорезями, которая надевается поверх цилиндров.
- Ручки по бокам для снятия формы с блоков.
- Электромотор мощностью 0,5–0,8 кВт. Он крепится на болтах к одной из стенок формы.
С обратной стороны формы привариваются проушины, предназначенные для крепления цилиндров. Если необходимо изготовить полнотелые блоки, то цилиндры легко вынимаются из проушин. Готовое оборудование для изготовления шлакоблоков зачищается и покрывается краской.
При помощи такого станка шлакоблок в домашних условиях получается очень прочным, имеет правильную геометрию.
Предлагаем ознакомиться: Как сложить печь с котлом водяного отопления
После изготовления шлакоблочных форм можно приступать к непосредственному процессу производства.
Изготовить шлаковые блоки в домашних условиях получится при помощи специального вибростанка, который также можно сделать своими руками. Основной составляющей такого приспособления является сама виброформа для раствора. Такой станок являет собой короб из стали, в котором фиксируются детали с пустотами (или без них). Сама матрица уже является станком. Его разрешено применять, осуществляя некоторые этапы ручным способом.
Чтобы самому сделать вибростанок, нужно закупиться:
- сварочным аппаратом;
- болгаркой;
- тисками;
- инструментом для проведения слесарных работ.
Что касается материалов, то потребуются:
- лист стали 3 мм – 1 кв. м;
- трубы диаметром 75-90 мм – 1 м;
- 3 мм стальная полоска – 0.3 м;
- электрический мотор мощностью 500-750 Вт;
- гайки и болты.
Рассмотрим порядок проведения работ по изготовлению самодельного вибростанка.
- Измерьте стандартный шлаковый блок либо зафиксируйте конкретные, нужные вам параметры.
- Вырежьте из листа металла боковые детали станка. Исходя из количества шлакоблоков, предусмотрите необходимое число перегородок. В результате формируется короб с 2 (или более) одинаковыми отсеками.
- Донная стенка толщиной не меньше 30 мм должна иметь пустоты. Исходя из данного параметра, определяем высоту цилиндра, ограничивающего пустоты.
- Нарезаем 6 отдельных кусков трубы длиной, соответствующей высоте цилиндра.
- Чтобы цилиндры приобрели конусообразное строение, допустимо срезать их вдоль до средней части, обжать при помощи тисков, а затем соединить путем сварки. При этом диаметр элементов уменьшится примерно на 2-3 мм.
- Цилиндры нужно заварить с двух сторон.
- Далее эти детали следует соединить друг с другом в виде одного ряда, следующего по длинной стороне будущего шлакоблока. Они должны повторять место расположения пустот на заводском элементе. На краях необходимо прикрепить по пластине размером 30 мм с отверстиями для крепежа к проушинам.
- В центре каждого отсека матрицы следует изготовить пропил и приварить проушину. Это необходимо для обеспечения установки временного крепежа ограничителей пустот.
- На внешней поперечной стенке наваривают 4 болта под крепежные дырки мотора.
Предлагаем ознакомиться: Чем можно почистить дымоход
- Далее приваривают фартук и лопасти по краям в местах, где осуществляется загрузка.
- После этого можно переходить к подготовке всех элементов к покраске.
- Сделать пресс, повторяющий форму механизма, можно при помощи пластины с отверстиями, диаметр которых больше самих цилиндров на 3-5 мм. Пластинка должна беспроблемно входить на глубину 50-70 мм в короб, где стоят ограничительные детали.
- К прессу надо приварить рукоятки.
- Теперь оборудование допустимо покрасить и зафиксировать вибромотор.
Общие характеристики устройства
Классическая компоновка вибростанка для создания строительных блоков включает в себя следующие элементы:
- Рейка, которая формирует внешний вид и параметры блока.
- Собственно вибрационный механизм, который обеспечивает сбалансированное распределение строительной смеси по форме для блоков.
- Форма (или формы) для создания изделий.
- Металлическая рама, на которой крепятся все элементы конструкции.
- Двигатель, который активирует вибрационный механизм.
Стоит отметить, что у вибростанков существуют наиболее важные технические характеристики, которые надо учитывать при создании или выборе устройства. Особое внимание следует обратить на тип аппарата. Он может быть автоматическим, или приводится в действие механическим способом. Важную роль играет и мощность двигателя. При выборе мотора рекомендуют остановиться на показателе мощности в районе 250 Вт.
В зависимости от условий будущего производства, следует обратить внимание и на размеры станка. Кроме того, подбирать аппарат стоит с учетом необходимых объемов по изготовлению блоков. Если вы собрались стоить долго и много, то вам надо устройство с высокой производительностью.
Пропорции раствора для изготовления шлакоблоков
Существует определенная рецептура для производства шлакоблока:
- Основной наполнитель — 7 частей. Обычно используется заполнение шлаком, но его можно заменить измельченным керамическим кирпичом, гипсом, опилками, гравием и другими подобными компонентами.
- Цемент — 1,5 части. Следует брать цемент марки не ниже М400.
- Песок просеянный — 2 части.
- Вода — до густоты. Чтобы определить оптимальную густоту раствора, нужно сжать раствор в руке, а затем бросить горсть на землю. При нормальной густоте раствор распадется, а при повторном сжатии вновь сформируется единая масса.

Технология производства шлакоблока предусматривает дополнительное введение в состав раствора пластификатора, предназначенного для бетона. Он способствует повышению у изделий прочности, водонепроницаемости и морозостойкости. Пластификатор берется в количестве 5 г в расчете на 1 блок.

Лего кирпич производится методом полусухого прессования материалов мелкой фракции без последующего обжига. В итоге получается прочный материал, легкий, имеющий солидную теплоемкость. Такой кирпич может быть использован как для строительства небольших сооружений, так и для облицовки зданий.
Изображения




Чертежи


Параметры
Величина
Размеры получаемого изделия
(длина х ширина х толщина), мм.
Производительность, шт./ч.
максимальное усилие прессования , т.
засыпка материала
Регулировка глубины засыпки пресс-формы
допустимая погрешность размера изделия , мм.
Количество одновременно изготавливаемых
Параметры питающей сети , В.
Мощность электродвигателя главного привода , кВт.
Длина, мм.
Ширина, мм.
Высота над уровнем пола, мм.
Масса, кг.
Состав смеси
Софт: Solidworks (sldprt), STP, IGES
Софт: Solidworks (sldprt, sldasm), STP, IGES

Помощь сайту
Видео оборудования
Авторское право
Соответственно на них распространяются требования законодательства о защите исключительных прав на произведение. Поэтому работы скаченные с данного ресурса запрещено распространять и выкладывать на сторонних ресурсах в интернете.
3D-модели и чертежи оборудования для плазменной резки
3D-модели и чертежи прокатных станов

Трубогибы: 3D-модели, чертежи и описание
3D-модели и чертежи абразивно-отрезных станков

3D-модели и чертежи размоток бухт
Чертежи и 3D-модели гильотин и механических ножниц для резки листа

3D-модели и чертежи Станка для фрезеровки присоединительных поверхностей труб

3D-модели и чертежи Станков продольной резки листа
Чертежи и 3D-модели Рычажных ножниц для резки листа
3D-модели и чертежи точил электрических

3D-модели и чертежи станков шлифовальных ( гриндеры)
3D-модели и чертежи различной оснастки и приспособлений
3D-модели и чертежи Вальцовочных станков (Вальцы)

3D-модели и чертежи оборудования для обработки проволоки
3D-модели и чертежи различных деталей и улов стандартных металлообрабатывающих станков
3D-модели и чертежи Алмазно-заточного станка для доводки резцов
3D-модели и чертежи Прессового оборудования
3D-модели и чертежи оборудование для обработки металлов давлением

3D-модели и чертежи заклепочного инструмента и оборудования
Пилы по металлу 3D-модели и чертежи

3D-модели и чертежи токарного и фрезерного оборудования

Классификация металлорежущих станков, их виды и типы
Агрегаты для обработки металлических изделий подразделяют на девять больших групп. В соответствии с этим делением они могут быть:
- токарными (шифр группы – 1);
- расточными и сверлильными (шифр – 2);
- доводочными, шлифовальными, заточными и полировальными (шифр – 3);
- специальными (шифр – 4);
- резьбо- и зубообрабатывающими (шифр – 5);
- фрезерными (шифр – 6);
- разрезными (шифр – 7);
- долбежными, строгальными, протяжными (шифр – 8);
- разными (шифр – 9).
Агрегаты каждой группы, кроме того, принято делить еще на разные типы:
- токарные установки: много- и одношпиндельные, а также специализированные (подгруппа полуавтоматических и автоматических станков), револьверные, копировальные многорезцовые, карусельные, сверлильно-отрезные, специальные, лобовые;
- расточные и сверлильные металлорежущие станки: полуавтоматические много- и одношпиндельные, вертикально-, радиально- и горизонтально-сверлильные, координатно-, алмазно- и горизонтально-расточные, сверлильные разные;
- полировальные и прочие установки третьей группы: обдирочные, внутри-, кругло- и плоскошлифовальные, заточные, специализированные;
- агрегаты для обработки зубов и резьбы: зубофрезерные, зуборезные (их устройство позволяет обрабатывать колеса конической формы), зубострогальные (колеса цилиндрической формы), резьбонарезные, резьбо- и зубошлифовальные, проверочные и зубоотделочные, резьбо-фрезерные, для работы с торцами зубов, для червячных пар;
- фрезерные металлорежущие станки: непрерывного действия, консольные (вертикальные, широкоуниверсальные и горизонтальные), продольные, бесконсольные вертикальные, гравировальные и копировальные;
- строгальное и аналогичное им оборудование: продольные с двумя либо с одной стойкой, протяжные (горизонтальные и вертикальные), поперечно-строгальные, долбежные;
- разрезные агрегаты: с диском гладкого вида, с абразивным кругом, с резцом, пилы (ножовочные, дисковые, ленточные), правильно-отрезные;
- разные металлорежущие станки: делительные установки, для контроля шлифовальных кругов и сверл, балансировочные, опиловочные, бесцентрово- и правильно-обдирочные, пилокасательные.
Кроме того, интересующее нас оборудование делят на такие типы:
- по геометрическим размерам и весу: крупные, уникальные и тяжелые;
- по уровню специализации: специальные (металлорежущие станки для работы с изделиями одинаковых типоразмеров), специализированные (размеры обрабатываемых деталей являются разными, но принадлежат они к одному типу), универсальные (позволяют работать с любыми изделиями);
- по точности: П (повышенной точности), Н (нормальной), А (особо высокой), В (высокой), а также С (прецизионные), последние агрегаты также нередко называют особо точными.
Маркировка агрегатов для обработки металлов
Как вы сами понимаете, классификация, которой подчиняются металлорежущие станки, придумана не просто так, а для того, чтобы специалист мог мгновенно определить тип, базовое устройство и рабочие особенности станка, условное обозначение коего он видит перед собой.
Маркировка разных моделей станков – это несколько цифр и букв, в коих зашифрованы основные сведения об агрегате. Первая цифра указывает на группу станка, вторая – на его разновидность, третья (иногда еще и четвертая) – на типоразмер.
Если какая-либо литера стоит в конце кода (после всех цифр), она говорит нам о тех или иных особых характеристиках станка, уровне его точности, либо о том, что оборудование было модифицировано. А вот литера после самой первой цифры в маркировке агрегата для обработки металла сигнализирует о том, что он прошел модернизацию (либо это его другое исполнение, отличное от базового исполнения).
Чтобы принципы кодировки стали вам понятны, давайте расшифруем маркировку станка 6М13П. По первой цифре легко определяем, что он является фрезерным, причислен к первому типу фрезерного оборудования (цифра 1), имеет 3-ий типоразмер, относится к агрегатам повышенной точности (последняя литера в коде), прошел модернизацию (первая литера после первой буквы).
Уровень автоматизации и другие особенности оборудования
Металлорежущие станки, используемые для массового и крупносерийного производства, называют агрегатными. Их устройство примерно одинаковое, для их выпуска используют стандартизированные рабочие столы, рабочие головки, станины, шпиндельные и другие узлы. Если же изготавливаются станки для единичного и мелкосерийного производства, их конструкция может быть уникальной.
По уровню автоматизации рассматриваемые нами агрегаты бывают:
- Полуавтоматическими. У них монтаж заготовки, которую предстоит обработать, запуск оборудования и демонтаж изделия после обработки осуществляет человек. Остальные же процедуры, причисляемые к вспомогательным, выполняются в автоматическом режиме.
- Автоматическими. Такие станки требуется наладить (задать необходимые условия обработки той или иной партии изделий) и запустить. Все рабочие операции они выполнят сами.
Отдельных слов заслуживают станки с ЧПУ (с числовым программным управлением). Их работой «руководит» специальная программа, содержащая закодированный комплекс числовых значений. Такая программа устанавливает все рабочие операции станка, начиная от частоты вращения его рабочего инструмента и заканчивая скоростью выполнения конкретного процесса.
В составе современных систем ЧПУ имеются следующие обязательные элементы:
- Пульт (консоль) оператора. Он дает возможность вводить программу, переводить металлорежущие станки в ручной режим работы, устанавливать режимы функционирования оборудования и так далее.
- Контроллер. Специальное устройство на агрегатах с ЧПУ, которое задает и отслеживает точность выполнения технологических управляющих команд, траекторию перемещения рабочего приспособления, отвечает за изменение и общее управление станком, а также выполняет дополнительные расчеты. Контроллером в наши дни может выступать и мощный промышленный компьютер, и логическое программируемое устройство, и обычный микропроцессор.
- Панель оператора (экран, дисплей). Данный элемент ЧПУ предназначен для того, чтобы специалист, работающий за станком, мог визуально наблюдать за процессом обработки изделий, и при необходимости вносить какие-либо изменения в программу управления.
Суть эксплуатации оборудования с ЧПУ сравнительно проста. Сначала для металлорежущего оборудования составляется управляющая программа, которая вводится в контроллер оператором (для этих целей используется программатор). При включении агрегата ЧПУ дает на узлы станка последовательные команды. Выполнив все команды по обработке детали, оборудование отключается.
Высокая точность и скорость выполнения рабочих операций, которыми характеризуются металлорежущие станки, оснащенные ЧПУ, обусловили их активное применение в составе автоматических цеховых линий и очень крупных производственных автоматизированных систем.
Краткая информация о конструкции металлорежущих агрегатов
Описываемые нами станки разных групп и типов по своему устройству имеют немало общих черт. Их конструкция базируется на том, что все установленные на агрегатах техустройства и механизмы должны гарантировать возможность выполнения двух движений:
- подачи приспособления для резки либо обрабатываемой детали;
- непосредственно движения резки.
Чтобы обеспечить указанные движения, а также стабильное функционирование всего оборудования, станок для резки металла должен обязательно располагать такими конструктивными элементами:
Среди традиционных строительных материалов (кирпича и шлакоблока) все большей популярностью пользуется лего-кирпич. По форме он аналогичен элементу известного конструктора «Lego».
Конструкция станка для производства лего-кирпича

Сделать самодельный станок для производства лего кирпича можно своими руками, только после составления детальной схемы. В качестве основы рекомендуется взять чертежи заводских установок и разработать свою конструкцию.
Процесс производства лего-кирпича во многом схож с технологией формирования шлакоблоков. Подготовленная смесь заполняет форму, после чего в ней формируется давление путем сдвига нижней или верхней стенки. Готовое изделие извлекается и отправляется на просушку.
Функциональный станок для кирпича лего должен состоять из следующих компонентов:
- бункер. Он заполняется готовой смесью;
- дозатор. Это емкость прямоугольной формы, в которую через раструб поступает исходный материал;
- форма для изготовления. С помощью подвижной каретки дозатор перемещается к форме и через нижнюю полость происходит заполнение первой;
- оборудование для создания давления. В установках с небольшой производительностью можно использовать ручной пресс. Если же стоит задача по массовому выпуску лего-кирпича – необходима установка гидравлического. Он состоит из гидроцилиндра, шток которого оказывает давление на нижнюю подвижную крышку формы. При этом верхняя часть формы должна быть закрыта аналогичной крышкой с надежной фиксацией.
Для увеличения объема производства в конструкции станка можно сделать и установить форму с двумя или четырьмя емкостями. Но в этом случае применение ручного пресса нецелесообразно, так как создать необходимый показатель давления будет затруднительно. Поэтому следует установить гидравлический блок.
Наличие пропарочной камеры значительно уменьшит срок высыхания заготовок. Ее вместительность не должна быть менее производительности кирпичей-лего за одну смену.
Самостоятельное изготовление оборудования
Самым ответственным этапом производства оборудования является выбор матрицы для формы. Лучше всего ее заказать отдельно. Обычно ее габаритные размеры составляют 35*20*40 см, это наиболее популярный тип кирпича для возведения наружных стен. Для межкомнатных перегородок лего-кирпич практически не используется.
Следующим этапом будет выбор метода прессования исходного материала. Ручной пресс имеет ряд положительных качеств: отсутствие зависимости от электропитания, уменьшение себестоимости продукции. Но наряду с этим он негативным образом влияет на производительность.
Поэтому многие останавливают выбор на гидравлической системе. Самодельный гидравлический пресс для кирпича будет состоять из гидроцилиндра, емкости для рабочей жидкости и помпы для нагнетания давления.
Составные и комплектующие
Корпус установки делается из стальных уголков и швеллеров. Для этого лучше всего использовать толстостенные заготовки, так как на остов конструкции будет оказываться давление, в особенности в части, где расположена форма.
Минимальный набор материалов для производства станка:
- стальные уголки и швеллера. Из них делается основание. Если высота конструкции составляет более 1,2 м – рекомендуется предусмотреть на ней дополнительные ребра жесткости;
- листовая сталь. Она необходима для производства бункера и дозатора;
- ролики. Нужны для смещения наполненного дозатора от бункера к форме;
- дополнительное оборудование: насос, емкость и цилиндр.
После составления чертежа можно приступать к сборке конструкции. Рекомендуется еще раз сверить все размеры и наличие материала.
Для модели с ручным прессом следует продумать систему рычагов для создания давления внутри формы.
Сборка станка
По окончании проверки чертежей и комплектации приступают к изготовлению самодельного станка. Для этого потребуется электросварка, устройство для резки металла, измерительные инструменты. Согласно чертежу, подготавливаются комплектующие и затем можно сделать их сборку.
Порядок производства станка для кирпича-лего.
- Сборка рамы.
- Сварка формы для кирпича, бункера и дозатора. Важно, чтобы их размеры соответствовали монтажным габаритам на раме.
- Сборка конструкции.
- Установка аппаратуры для создания давления. Сначала монтируют гидроцилиндр, соединяют его шток с нижней площадкой формы. Затем выполняют подключение цилиндра к приводным механизмам.
- По окончании сборки конструкцию рекомендуется зашпаклевать и покрасить.
Важным моментом является соблюдение пропорции материалов при подготовке сырья для лего-кирпича. Для этого применяется песок, глина, цемент, доломит, известняк и аналогичные им материалы.
В видеоматериале показан пример самостоятельного производства самодельного станка с ручным приводом:

Лего — это разновидность всем привычного кладочного кирпича. Можно ли сделать станок для лего кирпича своими руками, чертежи где можно поискать? Эти вопросы интересуют некоторых жителей страны.

Лего кирпичи отличаются высокой прочностью и стойкостью к воздействию высоких температур.
В лего собраны практически все лучшие качества изделий для кладки. Этот строительный материал обладает хорошей шумоизоляцией и экологичностью. Кирпич лего очень прочен и огнеупорен. Его изготовление может стать семейным бизнесом. Нужно лишь приобрести пресс для изготовления кирпича. Без него ничего не получится.
Технология производства
Главное отличие в технологическом цикле — полное отсутствие операции обжига. Это упрощает изготовление изделий и делает их более дешевыми. Изготовление изделий основано на гиперпрессовании.
Пресс для кирпича лего выдерживает огромное давление. Оно превышает 29 тонн. Цемент в этих условиях спекается с водой, между компонентами происходит процесс холодной сварки. Для изготовления прессованного кирпича используются:
Известняк лучше использовать мелко перемолотый. Чем мельче его частицы, тем качественнее будет кирпич. Для придания ему определенного цвета в смесь добавляют различные красители. Широко известные смеси состоят из:
- глины, цемента и воды в пропорциях 9:3:1;
- песка, глины и цемента 2:1:0,5 + немного воды;
- портландцемент и мелуза 1:3.
Чтобы сделать кирпич, нужно произвести ряд операций:
- готовится рабочая смесь;
- подается смесь на матрицу для формовки;
- прессуется состав;
- изделие отстаивается.
Нормальная линия по производству изделий состоит из смесителя, ленточного конвейера, бункера и пресса. Для ускорения производства нужна еще пропарочная камера. Готовые изделия пропариваются в ней на протяжении 24-48 часов. От этого они становятся более прочными.
Станок для домашнего пользования
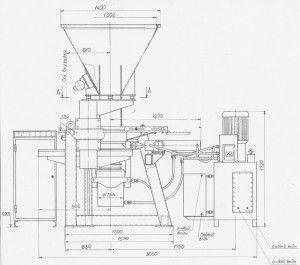
Изображение № 2. Чертеж станка для производства лего кирпичей.
Для домашнего производства достаточно иметь смеситель с прессом. Пресс бывает автоматический или ручной (изображение № 1). Станок с ручным управлением отличается простотой конструкции, он надежен и стоит недорого. Но и продукция отличается от заводских экземпляров. Самодельный пресс выдает кирпич меньшей прочности. Он способен дать трещины в морозную погоду. Это происходит по причине впитывания излишней влаги. Автоматическая линия способна выдавать за смену 1,5-2 тысячи готовых изделий.
Чтобы сделать станок самостоятельно, нужно внимательно изучить чертежи станка для производства лего (изображение № 2) и его схемы. После изучения следует приготовить материалы:
- листовую сталь разной толщины;
- швеллер;
- трубы для ручки и поршня;
- уголки металлические;
- гайки, шайбы, болты;
- аппарат для сварочных работ;
- болгарка с дисками.
Из швеллеров делаются 2 стойки цилиндра. Ширина его должна быть равна длине кирпича. Сверху нужно приварить прямоугольники и сформировать сечение. Бункер сваривается из листового металла. Его выход должен полностью соответствовать длине и ширине формы. Из листового металла делается прямоугольный поршень. Через него должны пройти 2 трубы. Для закрытия и открытия крышки крепится болтами и гайками рукоятка из куска трубы. Основание станка сваривается полностью из уголка. Такой станок предназначен для изготовления кирпича полнотелого и с отверстиями. Матрицы для лего кирпича можно купить готовые или сделать их самостоятельно.
Для размещения оборудования в домашних условиях необходимо приготовить специальное место в сарае или в гараже. В помещении нужен свет и вода. Температура в нем должна быть на уровне 10-35°.
Заключение по теме
Оборудование для выпуска кирпичей интересует многих. Отзывы людей, которые купили или сами сделали станки, более чем положительные. Некоторые из них сделали производство кирпича своим бизнесом. Они делают и продают кирпич для кладки стен другим людям.
Самодельный станок позволяет производить готовую продукцию прямо на строительной площадке.
Можно поставить на пресс для производства кирпича гидравлический привод. Это обойдется гораздо дороже, но гидравлические прессы выдают продукцию очень прочную. Стоит она тоже значительно дороже.
Кирпич становится годным для кладки через 21 день после его изготовления. За эти дни он набирает максимально возможную прочность. Сушить его лучше в проветриваемом месте, но обязательно под крышей.
Читайте также: