
Моделист конструктор сварочный аппарат
Обновлено: 16.05.2024
Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству.
Над ним ломают головы и специалисты, и практики: как сделать его еще проще, но в то же время и лучше.
Вот и я, смастерив для себя первый сварочный аппарат и поработав им. начал обдумывать, как улучшить его характеристики. Просмотрел кое-какую доступную литературу на эту тему, стал вникать в теорию. Со временем сделал другой аппарат, конечно же, не хуже первого, но почувствовал, что смогу сделать и лучше.
К тому же появился живой и повышенный интерес ко всему тому, что касалось процессов сварки и аппаратов для нее. Стал не только читать, но и собирать литературу, публикации на эту тему. Благодарен и признателен всем авторам статей про сварочные аппараты, которые были напечатаны в журнале «Моделист-конструктор».
Много времени провел у себя в гараже, изготавливая и испытывая разные сварочные аппараты. В итоге пришел к такой схеме «сварочника», которой и сам доволен, и не стыдно посоветовать другим.
Хочу отметить, что сварочные аппараты с выпрямителями, то есть работающие на постоянном (пульсирующем) токе, заведомо лучше «переменников» те, что работают без диодного моста. Но и «постоянники» нуждаются в доводке и настройке. Поэтому предлагаю опробованные усовершенствования.
Рис. 1. Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами
Прежде всего это касается включения в схему между положительным и отрицательным проводом выпрямленного тока конденсатора С1. Конденсатор электролитический, емкостью 15000 мк, рассчитанный на напряжение 100 В. Он обеспечивает надёжный, но в то же время плавный поджиг дуги. Если же такой конденсатор нет возможности приобрести, то можно вместо него поставить конденсатор С1 = 50 мк x 160 В, но уже в цепь положительного полупериода тока, как указано на схеме.
И ещё. Будет полезным поставить в первичную цепь бумажный конденсатор типа МБГО или МБГИ емкостью 160 мк. рассчитанный на напряжение 500 В для сглаживания скачков напряжения питающей сети.
Понижающий трансформатор и дроссель могут быть различных конструкций, описания их и характеристики не раз приводились в журнале "Моделист-конструктор" (например № 11 за 1999 г.) и другой технической литературе. Поэтому их выбор остается за умельцами.
Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству. Над ним ломают головы и специалисты, и практики: как сделать его еще проще, но в то же время и лучше.
Вот и я, смастерив для себя первый сварочный аппарат и поработав им, начал обдумывать, как улучшить его характеристики. Просмотрел кое-какую доступную литературу на эту тему, стал вникать в теорию. Со временем сделал другой аппарат, конечно же, не хуже первого, но почувствовал, что смогу сделать и лучше. К тому же появился живой и повышенный интерес ко всему тому, что касалось процессов сварки и аппаратов для нее. Стал не только читать, но и собирать литературу, публикации на эту тему. Благодарен и признателен всем авторам статей про сварочные аппараты, которые были напечатаны в журнале «Моделист-конструктор».
Много времени провел у себя в гараже, изготавливая и испытывая разные сварочные аппараты. В итоге пришел к такой схеме «сварочника», которой и сам доволен, и не стыдно посоветовать другим.
Хочу отметить, что сварочные аппараты с выпрямителями, то есть работающие на постоянном (пульсирующем) токе, заведомо лучше «переменников» — те, что работают без диодного моста. Но и «постоянники» нуждаются в доводке и настройке. Поэтому предлагаю опробованные усовершенствования.
МЯГКИЙ СВАРОЧНИК Рис. 1. Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами
Прежде всего это касается включения в схему между положительным и отрицательным проводом выпрямленного тока конденсатора С1. Конденсатор электролитический, емкостью 15 000 мк, рассчитанный на напряжение 100 В. Он обеспечивает надежный, но в то же время плавный поджиг дуги. Если же такой конденсатор нет возможности приобрести, то можно вместо него поставить конденсатор С1 = 50 мк х 160 В, но уже в цепь положительного полупериода тока, как указано на схеме.
И еще. Будет полезным поставить в первичную цепь бумажный конденсатор типа МБГО или МБГИ емкостью 160 мк, рассчитанный на напряжение 500 В для сглаживания скачков напряжения питающей сети.
Понижающий трансформатор и дроссель могут быть различных конструкций, описания их и характеристики не раз приводились в журнале «Моделист-конструктор» (например № 11 за 1999 г.) и другой технической литературе. Поэтому их выбор остается за умельцами.
А.ЗАЙЦЕВ, г. Петровcк, Саратовская обл.
Провести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет электросварочный аппарат, изготовленный из доступных деталей и материалов. С электродами диаметром до 4 мм им можно сваривать металл толщиной 1—20 мм. Установка (см. рис.) работает от сети переменного тока напряжением 220 или 330 В
Основа ее — трехфазный понижающий трансформатор 380/36 В, мощностью 1—2 кВт (например, ИВ-8, ИВ-10,С-Б22), предназначенный для питания пониженным напряжением электроинструмент. Годится даже экземпляр с одной перегоревшей обмоткой.
Не разбирая сердечник, снимите со всех катушек вторичные обмотки, перекусив медную шину в нескольких местах. Первичные обмотки крайних катушек не трогайте, а среднюю перемотайте тем же проводом, делая через каждые 30 витков отводы. В общей сложности их должно быть 8—10, поэтому наденьте на каждый бирку с номером.
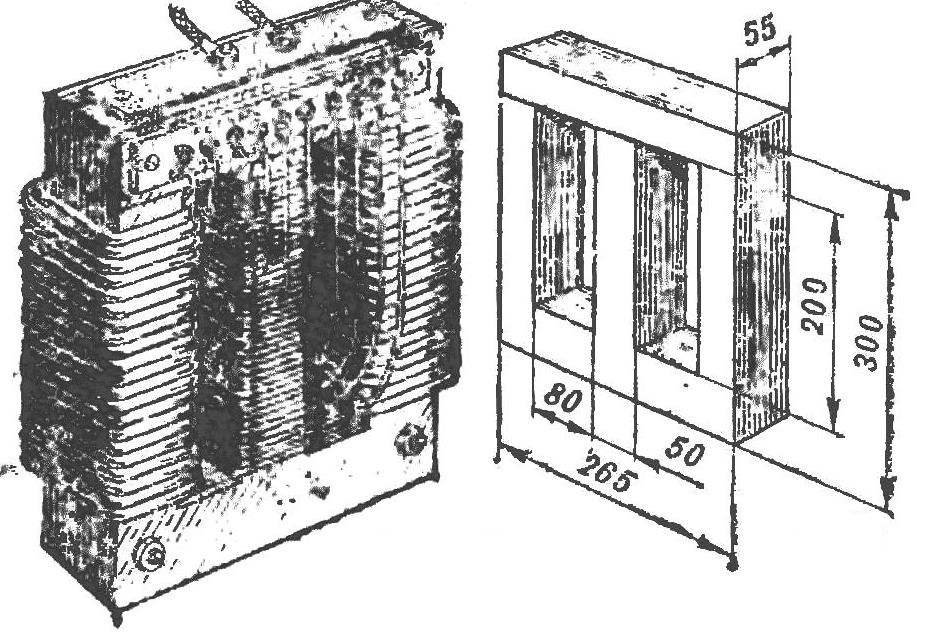
Внешний вид трансформатора
Затем на двух крайних катушках намотайте до полного заполнения вторичную обмотку, воспользовавшись трехфазным силовым многожильным кабелем, состоящим из трех проводов d 6—8 мм и одною потоньше. Он выдерживает большой ток, имеет надежную изоляцию, благодаря его гибкости удается выполнить плотную намотку без предварительной разборки агрегата. Всего пойдет около 25 м такого кабеля. Его можно заменить и проводом меньшего сечения, сложив жилы при намотке вдвое.
Работу удобнее выполнять вдвоем один укладывает витки, а другой протягивает провод.
Клеммы для выводов вторичной обмотки изготовьте из медной трубки d10—12 мм и длиной 30—40 мм. С одной стороны расклепайте ее и в поучившейся пластине просверлите отверстие d10 мм, а с другой вставьте тщательно зачищенные провода, обожмите их легкими ударами молотка, а затем для улучшения контакта сделайте на поверхности трубки насечки керном.
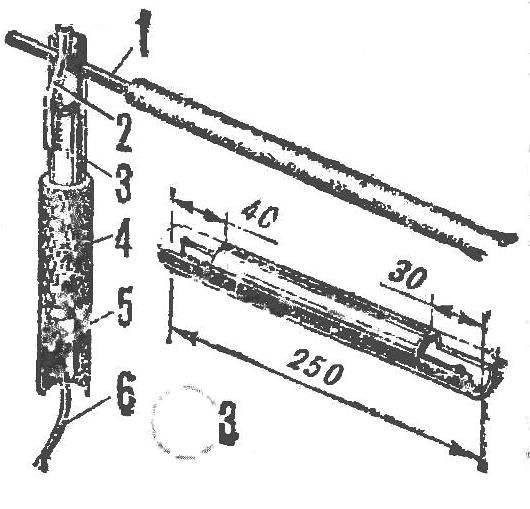
Электрододержатель:
1 — электрод, 2 — пружина, 3 — труба, 4 — резиновый шланг, 5 — вннт и гайка М8, 6 — кабель .
С панели, расположенной на верху трансформатора, удалите штатные винты с гайками М6 и замените их двумя новыми с резьбой М10 (желательно медными) — к ним будут подсоединены клеммы вторичной обмотки.
Для выводов первичной обмотки изготовьте дополнительную плату из текстолита толщиной 3 мм и прикрепите ее к трансформатору, как показано на рисунке. Предварительно просверлите в ней 10отверстий d 6 мм и вставьте в них влиты М6 с двумя гайками и шайбами. Если аппарат будет питаться от сети 220 В, то две крайние обмотки соедините параллельно, а среднюю подключите к ним последовательно (см. Электрическую схему).
Еще лучше установка работает от сети 380 В. В этом случае все первичные обмотки соедините последовательно — сначала две крайние, а затем среднюю. Выводы крайних обмоток подключите к общей клемме, а два других — к клемме «Резка». Отводы средней обмотки пойдут соответственно к клеммам «1»,«2», «3» и т. д. Средняя обмотка выполняет функцию дополнительного индуктивного сопротивления в цепи крайних, снижая напряжение и ток во вnоричной обмотке.
Электрододержатель (см. рис.) изготовлен из трубы 3/4″ длиной 250 мм. С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпилите ножовкой выемки глубиной в половину диаметра. А чтобы электрод можно было прижимать к держателю, приварите к трубе над большей выемкой отрезок стальной проволоки Ø6 мм. С противоположной стороны просверлите отверстие d 8,2 мм и с помощью медной клеммы и винта М8 с гайкой подсоедините к держателю отрезок такого же кабеля, каким намотана вторичная обмотка. Сверху на трубу наденьте резиновый или капроновый шланг с подходящим внутренним диаметром.
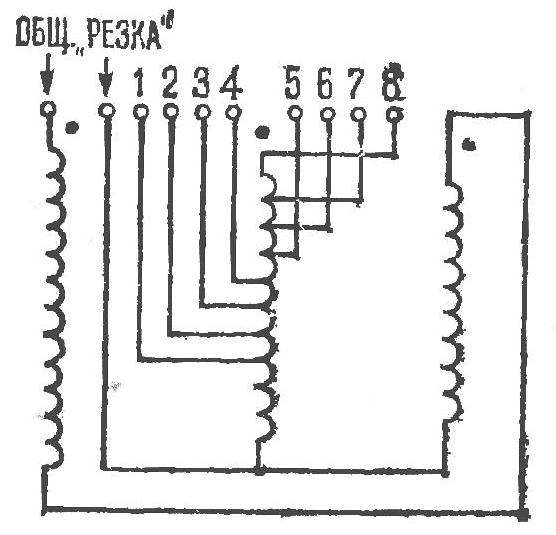
Электрическая схема соединения обмоток трансформатора на напряжение 380 В
Аппарат подключают к сети через рубильник проводами сечением не менее 1,5 мм3 — один к клемме «Общ.», а другой — к одному из выводов «1» — «8» (в зависимости от величины сварочного тока). Самый большой ток будет при подключении к клемме «Резка».
Ток первичной обмотки трансформатора не превышает 25 А, а ток вторичной изменяется от 60 до 120 А.
Не забывайте, что сварочный аппарат предназначен для выполнения сравнительно небольшого объема работ. Поэтому после использования 19—15 электродов d3 мм ему необходимо дать остыть.
Соответственно с электродами d4 мм время непрерывной работы установки прячется сократить еще больше. Зато с электродами d 2 мм можно действовать без вынужденных перерывов (температура нагрева трансформатора не превышает 70—80°).
В режиме «Резка» сварочный аппарат нагревается быстрее всего, поэтому и «отдыхать» он в этом случае должен чаще. Резать можно металл практически любой используемой в быту толщины.
При переходе с одного режима сварки на другой не забывайте отключать сетевой рубильник.
Среди проблем, с которыми сталкивается практически любой самодельщик, электродуговая сварка и резка металлов в условиях домашней мастерской - не на последнем месте. И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными изложенным, скажем, в публикациях «Сварочный с электроникой», «И зарядит, и приварит» (см. соответственно № 3'96, 9'94 журнала).
Рис 1. Принципиальная электрическая схема сварочного агрегата с электронной регулировкой тока электродуги.
Возможно, кому-то пригодится и мой опыт создания компактных, но достаточно мощных агрегатов, в числе которых - конструкции с электронной регулировкой сварочного тока (рис.1).
Сварочный трансформатор здесь ничем, по сути, не отличается от уже упоминавшейся разработки М.Терлецкого (№3 журнала за минувший год). Можно лишь порекомендовать внести выверенные практикой коррективы в обмотку IV, для которой лучше, оказывается, использовать провод ПЭВ2 диаметром 0,21. 0,3 мм. Оптимальное число витков уточняют экспериментально (обычно оно - в пределах 15. 17).
Подключается обмотка IV, как и в прототипе, к соответствующей диагонали выпрямительного моста. Только вот в качестве последнего выступает уже не самодельная сборка из четырёх полупроводниковых диодов Д226Б, а готовая заводская, типа КЦ402.
«Изюминкой» предлагаемой конструкции является электронный регулятор. Ведь основой его служит эффективный фазоимпульсный генератор, собранный на однопереходном транзисторе VT1 КТ117А.
Требуемая величина сварочного тока (в данном случае переменного) выставляется с помощью потенциометра R2, от положения движка которого зависит скорость заряда и пороговый уровень конденсатора C1. При превышении последнего транзистор VT1 почти мгновенно открывается, что влечет за собой разряд упомянутого конденсатора через переход транзистора и первичную обмотку I трансформатора Т2 (типа МИТ1). Тогда во вторичных обмотках II и III возникает довольно-таки сильный импульс, влияющий на проводимость полупроводниковых приборов VS3 и VS4, которые включены в цепи управления мощных тиристоров VS1 и VS2.
Рис. 2. Эпюры выходного напряжения при крайних положениях потенциометра R2.
Наглядное представление о протекающих в аппаратуре процессах можно получить из осциллограмм напряжений (рис. 2). А при анализе еще раз убедиться, насколько важную роль играют в рассматриваемом регуляторе сварочного тока маломощные управляющие тиристоры VS3 и VS4.
Рис. 3. Вариант компоновки блока электронного регулятора, смонтированного отдельно от сварочного трансформатора (наименование деталей приведено в соответствии с принципиальной электрической схемой): 1 - мост выпрямительный (сборка КЦ402), 2 - резистор R1 (МЛТ-2), 3 - тиристор VS3,4 - кронштейн, 5 - тиристор VS4,6 - конденсатор C1 (МБМ), 7 - плата монтажная стеклотекстолитовая (2 шт.), 8 - резистор R3 (МЛТ-0,5), 9 - резистор R4 (МЛТ-0,5), 10 - транзистор VT1, 11 - трансформатор Т2 импульсный (МИТ1), 12 - корпус.
Поскольку габариты всего устройства определяет в основном сварочный трансформатор Т1 (а он, как было уже отмечено, мало чем отличается от опубликованного журналом прототипа), то и компоновка конструкции в целом (рис.3) похожа на базовую, пропагандируемую «Моделистом-конструктором» в 1996 году. Изменения связаны, по сути, лишь с монтажом более компактного, чем в прежних разработках, электронного регулятора. Причём «задатчик» сварочного тока (потенциометр R2) на рисунке условно не показан, ведь каждый самодельщик постарается разместить его в удобном для себя месте.
Монтаж рекомендуется выполнить навесным (объёмным) методом с использованием провода типа МГШВ (МГВ). Между блоком и сварочным трансформатором Т1 желательно предусмотреть установку многоштырькового разъёма, что с лихвой окупит себя при настройке и эксплуатации сварочного агрегата.
Для проверки работоспособности всего устройства необходимо у трансформатора T1 отсоединить обмотку III от обмотки II (см. рис.1). А вот к выходным клеммам А и В надо, наоборот, подключить аналог нагрузки (резистор Rн=200. 300 Ом мощностью 2. 5 Вт) с параллельно подсоединённым вольтметром, подготовленным для контроля за переменным напряжением в требуемом диапазоне измерений. Изменяя положение движка потенциометра R2, следует убедиться: напряжение на выходе сварочного агрегата плавно варьируется в пределах того, что может быть получено от обмотки II сварочного трансформатора.
При наличии же осциллографа проверка работоспособности устройства сводится к элементарному просмотру контрольных осциллограмм. Для этого вход «Y» прибора надо соединить с выходными клеммами сварочного агрегата и при крайних положениях движка потенциометра убедиться в соответствии «картинок» на экране эпюрам выходных напряжений.
В.БОНДАРЕНКО, г.Зеленоград, Московская обл. Моделист-конструктор 1997 №8.
Сделанный мною сварочный аппарат представляет собой отлично зарекомендовавший себя на практике модернизированный вариант устройства, описание и эскизы которого опубликованы в журнале «Моделист-конструктор» №3 за 1966 год-Главное - новый «сварочник» значительно мощнее своего.
Сварочный аппарат из лабораторного автотрансформатора ЛАТР2
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата - легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных.
Сварочный аппарат из статора неисправного асинхронного электродвигателя
Тем, кто еще не обзавелся сварочным аппаратом (СА), рекомендую изготовить его самостоятельно на базе вышедшего из строя асинхронного электродвигателя. Затраты минимальные, а вот результат. Да и разработок, которыми можно воспользоваться для превращения утильного статора в добротный.
Самодельная плавильная электропечь
Как-то в ходе работы над одним изобретением мне понадобилось плавильное устройство с широким спектром нагрева, которым было бы удобно пользоваться в домашних условиях. Перепробовал разные варианты газовых и электроспиральных нагревателей и убедился, что ни те ни другие не отвечают поставленной.
Самодельный сварочный аппарат с тороидальным магнитопроводом
Почти четверть века являюсь подписчиком журнала «Моделист-конструктор». Примерно столько же лет занимаюсь и электросварочными аппаратами (ЭСА). Убедился: самый подходящий по массе и мощности «сварочник» - с тороидальным магнитопроводом (например, от сгоревшего.
Сварочный полуавтомат с магнитопроводом из электродвигателя
Уверен: компактный электросварочный полуавтомат (ЭСПА), безупречность работы которого гарантируется электроникой и защитной средой углекислого газа, в любом хозяйстве не будет лишним. Особенно при ремонте облицовки сельхозмашин или кузова автомобиля, а также при выполнении неразъёмных соединений из.
Универсальный сварочный аппарат с тороидальным сердечником
Почему «мультисварочный»? Потому что у этого сварочного трансформатора (СТ) много важных дополнительных функций. Если в традиционном «сварочнике», который имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то.
Сварочный аппарат Зайцева (выпрямитель+улучшения) Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству. Над ним ломают головы и.
Самодельный сварочный аппарат с выпрямителем и удвоением напряжения Как показывает практика, процесс горения дуги протекает стабильнее у сварочных устройств с мягкой (падающей) вольт-амперной характеристикой. К числу таких «сварочников» можно, в частности, отнести и самодельный аппарат с выпрямителем, принципиальная электрическая схема которого выполнена.
Сварочный трансформатор с электронным регулированием тока (45-140А)
Многие конструкции из металла собираются с применением электрической сварки. Я изготовил для этого несколько аппаратов, и один оказался наиболее удачным и удобным в эксплуатации. Предлагаю вашему вниманию сварочный трансформатор с электронным регулированием тока. Он не имеет подвижных частей.
Читайте также: