
Организация рабочего места техника конструктора
Обновлено: 26.07.2024
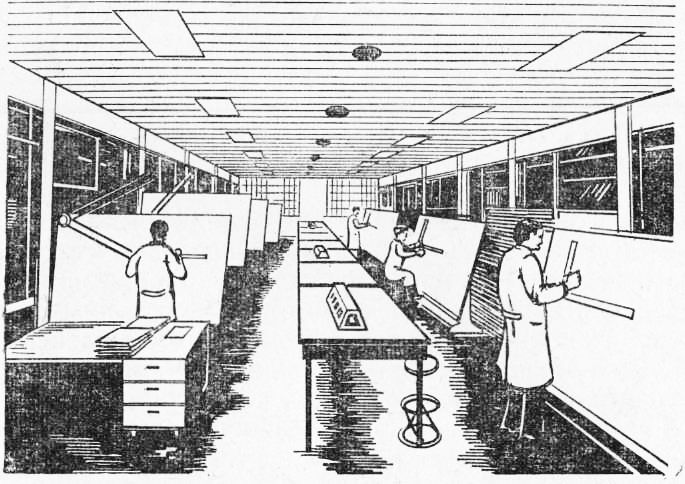
Рабочее место конструктора должно быть продумано тщательно: от его удобства, оснащенности во многом зависят хорошее настроение конструктора, производительная работа. Основным оборудованием рабочего места является чертежная машина, состоящая из регулируемой по высоте и по углу наклона доски, соединенной с основанием машины, и чертежного прибора с двумя линейками по осям координат. Увлечение досками размером 1 5X1 м приводит к непроизводительной потере площади по ширине помещения. Их ставят на стандартное основание и укрепляют два чертежных прибора; можно поставить две машины рядом и прикреплять большой лист бумаги. Одновременно два конструктора могут делать, например, сборочный чертеж. После работы доска конструктора должна закрываться матерчатой шторкой. [1]
Рабочее место конструктора должно иметь однотумбовый письменный стол с тремя-четырьмя ящиками, а также клетку размером 200X800X700 мм ( по ширине и высоте письменного стола), в которую помещают и хранят свернутые чертежи и другие материалы. [2]
Организация рабочего места конструктора призвана обеспечить возможность выполнения проектно-конструк-торских работ. Одним из основных видов оборудования является чертежный станок ( кульман), оснащенный набором специальных чертежных и вспомогательных приспособлений и средств малой механизации конструкторского труда. Кроме того, рабочее место конструктора оснащается малыми вычислительными машинами, аналоговой техникой, моделирующими установками, средствами связи с ЭВМ. [3]
Как выглядит современное рабочее место конструктора . [4]
При организации рабочих мест конструкторов необходимо максимально типизировать элементы рабочего места, с тем чтобы детали и узлы оборудования давали возможность создавать различные варианты планировок конструкторских подразделений. [5]
В комплект рабочего места конструктора , проектировщика и чертежника входят также подъемно-поворотные стулья двух типов и поворотное кресло. [7]
В настоящее время техническая оснащенность рабочего места конструктора недостаточна, поэтому появление новых приборов и устройств, как-то облегчающих труд конструктора, вызывает большой интерес. [8]
Аналогичным путем рассчитывается экономическая эффективность оснащения рабочих мест конструкторов любой организационной техникой. [9]
Остальные 11 % приходятся на обеспечение рабочего места конструктора достаточной площадью. [10]
Большое значение для успешной работы имеет совершенствование организации рабочего места конструктора , снабжение конструктора необходимыми приборами и литературой. [11]
Многолетней практикой подтверждено положение: там, где руководитель работ осуществляет регулярный обход рабочих мест конструкторов , качество проектирования выше, исполнитель все время находится под контролем, руководитель при просмотре мысленно увязывает смежные узлы конструкций, он в курсе всей работы и может более оперативно принимать меры, чтобы обеспечить воплощение в жизнь замысла и соблюдение сроков исполнения. [12]
Площадь конторских помещений устанавливают по Н-101-54, принимая по 3 25 ж2 на каждого работающего в наиболее многочисленной смене; для рабочих мест конструкторов и чертежников принимают по 5 м2 на чертежный стол. [13]
Много интересного было показано на выставке Интероргтехника-66, прошедшей в Москве в 1966 г., и, надо думать, она дала новый и сильный толчок к оснащению рабочих мест конструкторов и технологов современными средствами механизации и рационализации инженерного труда. [14]
Конструктор занят разработкой схем и узлов новых изделий, деталировкой чертежей, выполнением расчетов, составлением расчетно - пояснительных записок. В соответствии с этим при организации рабочих мест конструкторов должны быть обеспечены следующие условия:
• организация рабочего места выполнения работы;
Планировка и организация рабочего места.
Рациональная организация рабочих мест конструкторов предусматривает максимальную типизацию элементов рабочего места в целях получения различных вариантов планировок конструкторских подразделений, выбор таких планировок рабочего места, которые позволяли бы принимать удобную рабочую позу, размещение предметов труда с учетом зон досягаемости в положении сидя и стоя; применение современных средств оснащения, позволяющих повысить эффективность труда.
Площадь конструкторских бюро должна определяться из расчета 6 м 2 на одно рабочее место. Чтобы обеспечить для работы благоприятную обстановку, следует в одном зале размещать не более 25. 30 конструкторов.
Рабочие места желательно располагать параллельными рядами не более 6 рядов по ширине с центральным проходом шириной 1,8. 2,0 м. Такое размещение является экономичным и удобным для работы. Возможны и другие варианты размещения рабочих мест.
Следует максимально унифицировать элементы рабочих мест. Это облегчает компоновку и увеличивает число возможных вариантов. Необходимо предусмотреть возможность менять рабочую позу. Следует также учитывать зоны досягаемости: при работе стоя зоны досягаемости в вертикальной плоскости составляет 925. 1525 мм от пола, при работе сидя - 300 мм от нижнего края чертежной доски; в горизонтальной плоскости зона досягаемости независимо от позы равна 1 м.
При естественном и искусственном освещении рабочее место конструктора должно быть укомплектовано кульманом. Рабочим столом, столом-приставкой, подъемно-поворотным стулом, корзиной для хранения бумаги и эскизов, пюпитром для просмотра вспомогательных чертежей, чертежными инструментами (ручка, ластик, карандаши всех типов твердости, готовальня, рапидограф или перьевая ручка с тушью, набор лекал, набор трафаретов общего пользования, масштабные линейки и др. канцелярские принадлежности по мере необходимости). Рекомендуется бескнопочное крепление чертежей на пюпитре и чертежной доске кульмана.
Столы должны размещаться слева и сзади по отношению к чертежному прибору и иметь ящики для хранения справочников, книг и чертежных инструментов. Рабочий стол, расположенный слева, рекомендуется снабдить столешницей с наклоном 8. 10°. На ней удобно выполнять эскизные разработки. Место под столешницей следует использовать для хранения чертежей в развернутом виде. Расположение предметов на рабочем месте должно обеспечивать конструктору наиболее удобную позу для выполнения работы, так как правильно выбранная рабочая поза значительно способствует облегчению труда и повышению его производительности.
Кроме того, в последнее время в работе конструкторов появилась настоятельная необходимость в получении достоверной оперативной информации о ходе производства. Ее качественной и быстрой обработке в целях своевременного принятия обоснованных решений, о последних достижениях науки и техники, о появлении более современных материалов и т.д. Все это выдвигает дополнительные требования к организации рабочих мест в частности их оснащения современными средствами информационно - вычислительной и организационной техники и связи.
Численность персонала предприятия определяется числом рабочих мест.
Рабочее место – это закрепленная за отдельным работником пространственная зона, оснащенная средствами труда, необходимыми для выполнения требуемой работы.
Организация рабочего места – это система мероприятий по его специализации, оснащению необходимыми средствами и предметами труда, их размещению на рабочем месте, его внешнему оформлению и созданию надлежащих условий труда.
Рабочее место характеризует первичное звено организации труда, где соединяются элементы процесса труда: предмет труда, средства труда и живой труд самого работника. Задачей организации труда является обоснование целесообразного функционального размещения элементов процесса труда для снижения трудозатрат, особенно потерь времени.
Организация рабочего места должна способствовать максимальной эффективности процесса труда и быть достойной человека. Она во многом будет определять производительность и качество труда работника. Кроме того, немаловажное значение имеет обеспечение безопасности размещения и оснащения рабочего места.
В зависимости от специфики производства рабочие места можно классифицировать по разным признакам:
- по профессиям (например, рабочее место инженера-конструктора);
- по количеству исполнителей (индивидуальные или коллективные);
- по специализации (специализированные или универсальные);
- по виду производства (основного или вспомогательного);
- по типу производства (массового, серийного, единичного);
- по месту нахождения (в помещении, на открытом воздухе, под землей);
- по числу смен работы (односменные, многосменные);
- по уровню механизации (рабочие места ручной работы, механизированные, автоматизированные, аппаратные);
- по количеству оснащения, которое обслуживается (одностаночные, многостаночные);
- по специфике условий работы (стационарные и подвижные, подземные высотные, рабочие места с вредными или опасными условиями труда и др.).
Организация рабочих мест – это подчиненная целям производства система мероприятий по их оснащению средствами и предметами труда, планированию, размещению их в определенном порядке, обслуживанию и аттестации. Конкретное содержание этих мероприятий определяется характером и специализацией рабочего места, его видом и значением в производственном процессе.
Оснащение рабочего места состоит из совокупности средств труда, необходимых для выполнения конкретных трудовых функций. Сюда относятся: основное технологическое и вспомогательное оснащения; организационное оснащение (оргтехника, средства связи и сигнализации, рабочая мебель, тара и т. п.); технологическая оснастка (рабочие и измерительные инструменты, запасные ремни и т. п.); рабочая документация; средства коммуникации для подачи на рабочее место энергии, информации, материалов, сырья и др.
Комплексное оснащение рабочего места является необходимой предпосылкой эффективной организации процесса труда. Однако не менее важное условие – рациональное пространственное размещение средств оснащения на рабочем месте так, чтобы обеспечить, удобство его обслуживания, свободный доступ к механизмам экономию движений и передвижений работника, удобную рабочую позу, хороший обзор рабочей зоны, безопасность труда, экономию производственной площади, удобную взаимосвязь с сопредельными рабочими местами, с подчиненными и руководителями. Обеспечение этих условий достигается в ходе планирования рабочих мест, которое мы коротко определяем как наиболее рациональное пространственное размещение материальных элементов производства, которые составляют оснащение рабочего места, и самого работника. .
Уровень организации труда на конкретном рабочем месте зависит также от качества его обслуживания.
Обслуживание рабочего места предусматривает своевременное обеспечение его всем необходимым, включая техническое обслуживание (наладку, регулирование, ремонт); регулярную подачу необходимых видов энергии, информации и затратных материалов; контроль качества работы оснащения, транспортное и хозяйственное обслуживание (уборка, чистка оснащения, и т. п.).
Обслуживание рабочих мест осуществляется по таким функциям: подготовительная, информационная, производственная, инструментальная, наладочная, энергетическая, контрольная и т. п. Прогресс в системах обслуживания рабочих мест состоит в переходе от очередного обслуживания, то есть обслуживание по вызовам из мест остановки производства, к научно обоснованному стандартному планово-предупреждающему обслуживанию.
Поиск эффективных решений в организации рабочих мест и систем их обслуживания облегчается использованием разработанных учеными и проверенных практикой типичных проектов организации труда для массовых профессий рабочих, технических исполнителей и специалистов. Как правило, типичный проект концентрирует передовой опыт организации рабочих мест, отражая все составные этого процесса (оснащение, планирование, обслуживание, аттестация). Однако применяя типичные проекты, следует учитывать специфику конкретного производства и индивидуальные характеристики работника.
Для комплексной оценки качества организации рабочих мест, и для поиска и приведения в действие резервов повышения эффективности труда, используется механизм аттестации и рационализации рабочих мест. В ходе аттестации комплексно оцениваются техническое и организационное состояние рабочих мест, условия труда и техника безопасности, рассматриваются возможности роста фондоотдачи, использование квалификационного потенциала работников.
Аттестация разрешает обнаружить отклонение от нормативных требований или от конкретных потребностей производственного процесса или исполнителя и усовершенствовать организацию рабочего места. В результате аттестации по каждому рабочему месту принимается одно из следующих решений: продолжать эксплуатацию без перемен; дозагрузить; рационализировать; ликвидировать.
Организация труда требует соответствия работника занимаемому рабочему месту. Это соответствие может проверяться различными дефинициями. Так, Женевская схема требований к рабочим местам (должностям, работникам) включает следующие пункты.
1. Требования к духовным качествам работника:
1.1. Специальные знания;
1.2. Способность размышлять.
2. Требования к физическим качествам работника:
2.1. Мастерство, умение;
2.2. Мускульная сила;
3. Ответственность за:
3.1. Средства производства и продукцию;
3.2. Безопасность и здоровье других;
3.3. Трудовой процесс.
4. Условия труда.
Выполняя свои трудовые функции, работники несут ответственность за бесперебойную и качественную работу. Для этого они должны иметь соответствующие права и обязанности, закрепленные в соответствующих официальных документах. Эти документы разрабатываются на предприятии на основе централизованно составленных рекомендаций, называемых квалификационными справочниками должностей работников.
Справочники должностей предназначены для решения вопросов, связанных с регулированием трудовых отношений, обеспечением эффективной системы управления персоналом. Они используются для обоснования рационального разделения и организации труда, правильного подбора, расстановки и задействования кадров, обеспечения единства при определении должностных обязанностей работников и предъявляемых к ним квалификационных требований, а также принимаемых решений о соответствии занимаемым должностям при проведении аттестации.
Предприятие может использовать квалификационные характеристики работников, указанные в справочниках, а может брать их за основу при разработке внутренних организационно-распорядительных документов, которые будут содержать скорректированный перечень должностных обязанностей работников с учетом особенностей конкретных условий труда. При необходимости обязанности, включенные в характеристику определенной должности, могут быть распределены между несколькими исполнителями.
Поскольку квалификационные характеристики распространяются на работников предприятий различной отраслевой принадлежности и ведомственной подчиненности, то в них указываются лишь наиболее характерные обязанности должности.
Квалификационная характеристика каждой должности обычно имеет три раздела. В первом разделе «Должностные обязанности» устанавливаются основные трудовые функции, которые могут быть поручены полностью или частично работнику, занимающему данную должность с учетом технологической однородности и взаимосвязанности работ, позволяющих обеспечить оптимальную специализацию работников.
Во втором разделе «Должен знать» содержатся основные требования, предъявляемые к работнику в отношении специальных знаний, а также знаний законодательных и нормативных правовых актов* положений и инструкций, которые работник должен применять при выполнении своих должностных обязанностей.
В третьем разделе «Требования к квалификации» определены уровень профессиональной подготовки работника, необходимой для выполнения должностных обязанностей, и требования к стажу работы.
Необходимость обеспечения безопасности жизни и здоровья работников в процессе груда выдвигает охрану труда и окружающей среды в число неотложных социальных задач. Для их решения каждый работник обязан соблюдать законодательные и другие нормативные правовые акты по охране труда, экологические стандарты и нормативы.
Поэтому должностные характеристики предусматривают соблюдение на всех рабочих местах требований по охране труда, а для руководителей – обеспечение здоровых и безопасных условий труда и контроль за их соблюдением. Знание стандартов безопасности труда, экологического законодательства, норм, правил и инструкций по охране труда, средств коллективной и индивидуальной защиты от воздействия опасных и вредных производственных факторов учитывается при назначении работника - особенно руководителя – на должность.
Администрация предприятия при обосновании должностных функций работника учитывает требования квалификационных характеристик и при необходимости на их основе разрабатывает применительно к своим условиям деятельности соответствующие официальные документы местного характера. К таким документам относятся должностная инструкция, описание рабочего места и др.
Должностная инструкция – это документ, регламентирующий профессиональные функции каждой должности и содержащий требования к работнику, занимающему эту должность. Она составляется на основе тарифно-квалификационных характеристик (требований) по общеотраслевым должностям или на основе типовых требований к должностям руководителей и специалистов, скорректированных с учетом изменяющихся социально-экономических условий.
Должностная инструкция может быть построена следующим образом:
а) характеристика работы;
б) требования к знаниям работника, выполняющего эту работу.
В первом разделе «Характеристика работы», по аналогии с квалификационной характеристикой, указываются основные трудовые функции работника, излагаемые, как правило, последовательно, по ходу процесса труда. Во втором разделе «Должен знать» содержатся требования, предъявляемые к знаниям работника, выполняющего конкретную работу определенной сложности. Причем работник более высокой квалификации должен владеть знаниями и навыками, предъявляемыми к работникам квалификаций предыдущих уровней.
Должностная инструкция служит основанием для выявления круга профессиональных обязанностей конкретного работника, за выполнение которых он получает заработную плату. Она является тем документом, на основании которого строятся учебные программы, используемые при подготовке, переподготовке или повышении квалификации работника данной профессии.
Круг профессиональных обязанностей обычно содержит не полный перечень функций, а лишь основные из них.
Предполагается, что работник также должен знать:
- отраслевые правила функционирования предприятия;
- основные правила работы и особенности конкретного вида труда;
- правила техники безопасности и противопожарные мероприятия;
- правила санитарии и гигиены;
- применяемое оборудование и правила его эксплуатации и т. д.
Иногда вместо должностной инструкции на предприятии применяют такой документ, как «Описание рабочего места». Он содержит следующие разделы: наименование должности; подчинение работника; цель работы; направление и задачи деятельности; информационные взаимоотношения; права; ответственность.
Описание рабочего места может включать требования к личности работника, например, предпочтительный пол, возраст, внешность и пр.
Работник должен соответствовать требованиям рабочего места. Однако достижение этого в коллективном труде бывает непростым условием.

Организация рабочего места конструктора-машиностроителя
Для увеличения деловой отдачи конструкторов их рабочие места организуют и оснащают в соответствии с характером трудовых функций. Для различных категорий конструкторов эти функции не являются одинаковыми, хотя в процессе выполнения проекта они настолько взаимосвязаны, что в конце концов сливаются в единую коллективную деятельность по созданию конструкторской документации, составляющей в целом законченный проект разрабатываемой машины.
В ходе работы над проектом такая взаимосвязь требует надежного рабочего контакта между конструкторами и группами конструкторов, объединенных организационно-техническими принципами построения конструкторского коллектива. Исходя из этого, рабочие места конструкторов обычно размещаются в конструкторском зале в порядке, обеспечивающем их нормальную компоновку и оптимальное использование рабочей площади зала.
Типовое рабочее место конструктора обычно оснащают и приспосабливают применительно к разработке конструкторских чертежей и связанных с этим вспомогательных работ по ознакомлению с различными информационными материалами (чертежи, техническая литература), а также к разработке текстовой конструкторской документации (расчеты, программные документы по испытанию машин, паспорта машин, технические условия, спецификация и др.).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
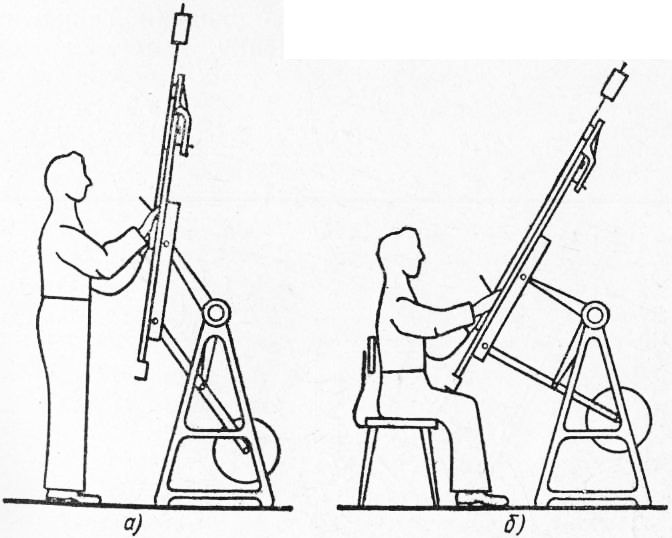
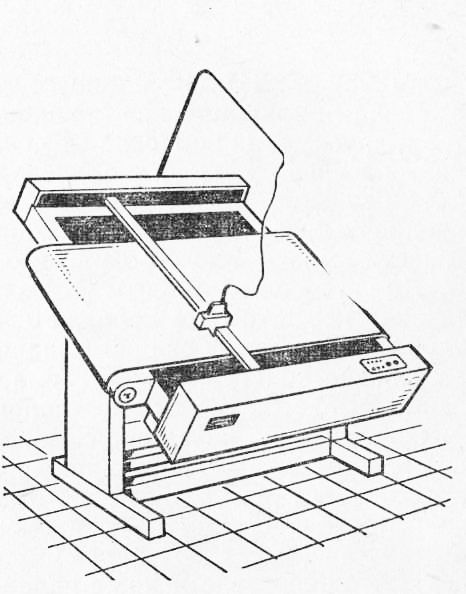
В соответствии с этим рабочее место конструктора компонуется, как правило, из чертежного и письменного столов, расположенных перпендикулярно друг другу. Современные чертежные столы представляют собой массивные металлические станки с прикрепленными к ним чертежными досками, на которых установлены приборы С линейками. Такое устройство чертежного стола придает ему чрезвычайную устойчивость и позволяет устанавливать доску с приколотым к ней чертежом на различную высоту от пола и с различным наклоном, что позволяет конструктору работать с чертежом в наиболее удобном положении — стоя или сидя. Выбранное положение доски надежно фиксируется с помощью специального устройства при нажатии ногой на педаль у основания станка.
Прибор с линейками, закрепленный на чертежной доске, позволяет конструктору перемещать линейки по всему полю доски (чертежа) в таком положении, при котором они всегда остаются параллельными первоначально выбранному положению, установленному и фиксируемому конструктором с помощью поворотной головки.
Современная промышленность поставляет такие приборы двух систем: пантографной и координатной. Каждая система имеет конструктивные особенности, учет которых при оснащении рабочих мест конструкторов и при размещении их в конструкторских залах является немаловажным делом.
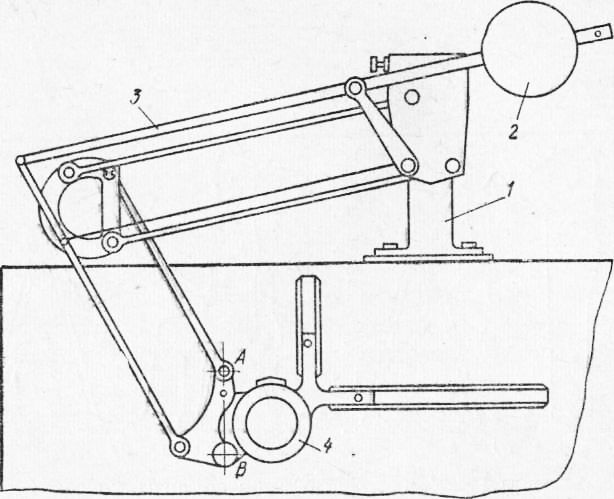
Чертежный прибор первой системы представляет собой шарнирно соединенные рычаги, образующие пантографный механизм, который прикреплен на шарнирах к стойке-кронштейну привинченной к чертежной доске и являющейся несущей базовой деталью всего прибора. Кинематическая структура пантографного механизма обеспечивает неизменное вертикальное положение линии, соединяющей центры отверстий А и В при любом перемещении рычагов пантографного механизма, которое допускается конструкцией. С помощью винтов в отверстиях А и В к пантографно-му механизму крепится поворотная головка 4 с двумя чертежными линейками, перпендикулярными одна другой. Линейки вместе с поворотной головкой могут быть по желанию повернуты под соответствующим углом к линии А В. В какую бы область чертежной доски конструктор не переместил головку с линейками, их положение будет параллельно исходному. Это свойство пантографного механизма обеспечивает нужную при разработке чертежей параллельность наносимых линий. Устойчивое безразличное равновесие пантографа и головки с линейками в любой области доски обеспечивается противовесом.
Чертежный прибор второго типа в качестве несущей (базовой) детали имеет привинченный к чертежной доске горизонтальный рельс, по которому на рамках перемещается горизонтальная каретка с жестко закрепленным на ней вертикальным рельсом. Свободный конец вертикального рельса вместе с горизонтальной кареткой опирается вмонтированным в его окончание роликом на нижний край доски. Вдоль вертикального рельса перемещается вертикальная каретка с закрепленной на ней поворотной головкой, несущей чертежные линейки.
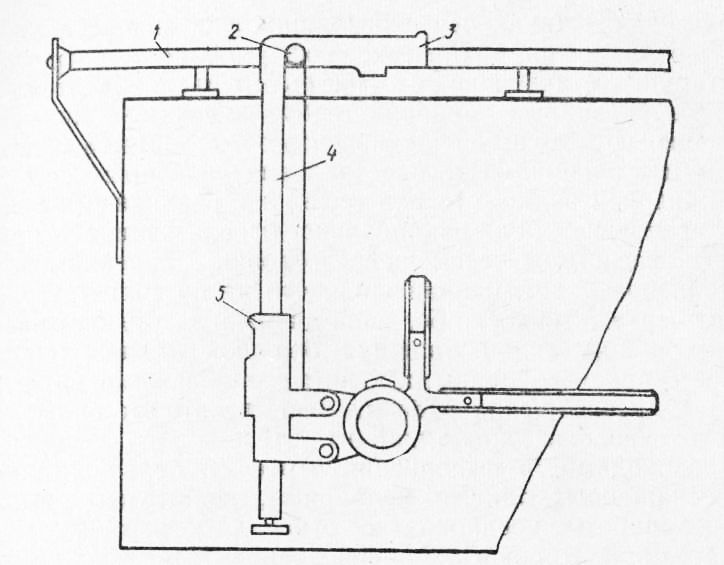
Такая конструкция обеспечивает перемещение поворотной головки с линейками в любую область доски — по горизонтали (за счет горизонтальной каретки) и по вертикали (за счет вертикальной каретки). Естественно, что при таком пермещении головки закрепленные на ней линейки сохраняют свою ориентацию по отношению к доске, что обеспечивает параллельность наносимых на чертеже линий. Во избежание самопроизвольного соскальзывания вертикальной каретки и головки вниз во внутренней полости вертикального рельса установлен противовес (иногда пружинный механизм), соединенный с кареткой тросиком (или капроновой ни)ью) через блок.
Поворотная головка с линейками, используемая в чертежных приборах как пантографной, так и координатной системы в процессе работы перемещается конструктором в нужную область чертежной доски (чертежа) левой рукой, так как в правой руке конструктор держит карандаш.
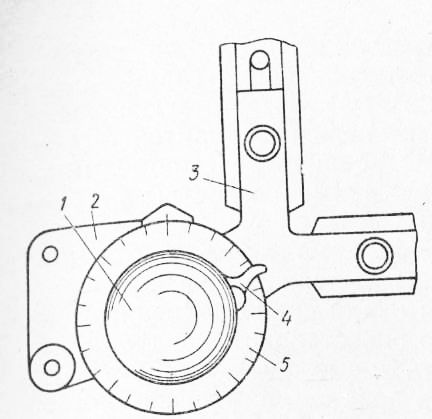
Обычная поворотная головка монтируется на пластине, жестко прикрепляемой винтами к пантографу (или вертикальной каретке) чертежного прибора и имеет возможность поворачиваться вокруг своей оси в обе стороны относительно нормального (нулевого) положения. Непосредственно на поворотной головке установлен кронштейн, с линейками и градуированный лимб5 для отсчета угла поворота. Поворот головки с линейками фиксируется автоматически через каждые 15° с помощью самозаклинивающейся защелки и делительного диска. Защелка размыкается с делительным диском при нажатии собачки. Разомкнутое положение защелки может быть зафиксировано специальной деталью (флажком).
Использование таких чертежных приборов значительно облегчает вычерчивание и техническое оформление конструкторской документации. Установлено, что на вычерчивание чертежа с помощью вышеуказанных приборов требуется времени примерно на 30% меньше, чем на вычерчивание этого же чертежа с помощью рейсшины и угольника. Из сопоставления указанных систем чертежных приборов видно, что они обладают различными особенностями, определяющими их рациональное использование. У приборов пантографной системы перемещение головки с линейками ограничено в горизонтальном направлении, что не позволяет устанавливать их на чертежные доски большой длины и затрудняет разработку на них общих видов машин с большой длиной (сборочные конвейеры с приспособленными к ним специальными видами оборудования для оснащения рабочих мест, некоторые виды автоматических и технологических линий и т. д.).
При необходимости выполнения чертежей большой длины на досках, оснащенных такими приборами, конструктор вынужден в процессе работы неоднократно откреплять чертеж от доски, перемещать, ориентировать и вновь закреплять кнопками, что создает большие неудобства в работе. Приборы координатных систем свободны от этого недостатка. Горизонтальное перемещение головки с линейками у них ограничено только размерами чертежной доски и длиной рельса, однако они громоздки, занимают много места. Руководствуясь характерными размерами чертежей, которые выполняются конструкторами, к оснащению их конструкторских мест следует подходить дифференцированно. На рис. 16 был показан пример такого рационального оснащения рабочих мест конструкторов.
В настоящее время чертежные столы, оснащенные вышеуказанными приборами, к сожалению, пока что остаются основным оборудованием, облегчающим конструктору изложение результатов его мыслительной деятельности на бумаге в форме конструкторских документов. Однако в ходе дальнейшего развития техники оснащение рабочего места конструктора, несомненно, будет значительно меняться благодаря внедрению механизации и автоматизации чер-тежно-оформительских работ, составляющих неотъемлемую часть деятельности конструктора при разработке проектов машин. Развернувшиеся в наши дни работы по созданию оборудования для механизации и автоматизации чертежно-оформительских работ уже дают практические результаты.
Сегодня на вооружении многих конструкторских бюро находятся разнообразные ЭВМ, значительно облегчающие решение сложнейших конструкторских задач, что заметно сказывается на характере деятельности конструктора и требует от него не только знания возможностей вычислительной техники, но и непосредственного участия в построении различных математических моделей, программ для ЭВМ и других связанных с этим работах. С расширением Kgyra задач, решение которых поручается ЭВМ, появилась возможность получать результаты их расчетов не в числовом, а в графическом виде. Основываясь на таких возможностях, советские специалисты создали ряд автоматических систем, которые по данным, поступающим от ЭВМ, строят на бумаге машиностроительные чертежи.
К числу таких автоматических систем относится графическое регистрирующее устройство ЕС-7051 (рис. 6). В этом устройстве двоичный код, в котором ЭВМ рассчитывает координаты точек будущего чертежа переводится в импульсы, способные управлять двумя шаговыми двигателями. Один из этих двигателей перемещает траверсу слева направо и справа налево, а другой перемещает на траверсе каретку с пишущим устройством. Чтобы графопостроитель, имеющий скорость 50 мм/с, не отнимал драгоценное время у машины, передающей данные с неизмеримо большей скоростью, у него есть буферная память емкостью четыре тысячи байтов. Порции данных, получаемой от машины примерно за 0,02 с, хватает графопостроителю для самостоятельной работы в течение 1 ч.
В пишущей головке графопостроителя установлено три чернильных пера, что позволяет осуществить трехцветную запись, причем изменение цвета происходит автоматически. Можно задавать разный масштаб вычерчивания (1:2, 1:1 и 2:1), которое производится сплошной, шриховой или штрихпунктирной линиями. Все построения ведутся на бумажном поле размером 1050X1000 мм.
Весьма обнадеживающие результаты получены также в области создания машин, которые могут читать чертежи, обобщать полученные данные и делать на этом основании необходимые для конструктора выводы.
Необходимо, однако, заметить, что положительные результаты, получаемые при внедрении ЭВМ в практику конструкторских работ, распространяются пока только на нетворческую часть этих работ, именуемую в теории творческого мышления (эвристике) «рутинной». ЭВМ сегодняшнего «поколения» хорошо справляются с задачами в области конструирования редукторов, турбин, самолетов и других машин. После введения в ЭВМ соответствующих зада, ний они сравнивают и анализируют несколько вариантов технических решений,, детально рассчитывают вариант, которому отдано предпочтение, определяют его конструктивные параметры и автоматически выдают всю необходимую документацию.
Для успешной работы ЭВМ необходимо иметь уже готовое техническое решение. Если же известные технические решения не удовлетворяют требованиям задания и для его выполнения требуется новая конструктивная схема, то она становится в тупик. Создание ЭВМ, способных синтезировать новые прогрессивные технические решения, на сегодня является проблемой, решение которой по прогнозам специалистов предполагается к 2000 г.
Следует также отметить, что конструкторские бюро все в большей степени оснащаются современными копировально-множительными машинами, позволяющими делать многочисленные копии чертежей непосредственно с карандашного оригинала, изменяя при желании масштаб чертежа согласно ГОСТ 2.302—68 «ЕСКД. Масштабы» и переводить карандашный оригинал на прозрачную кальку для последующего размножения фотохимическим методом.
Организационно-технические принципы работы конструкторского коллектива при разработке проекта машины
В условиях, когда над проектом машины работает целый конструкторский коллектив, необходима четкая организационная система, позволяющая координировать в рамках этого коллектива работу каждого конструктора. В практике конструирования такая система сложилась на основе принципа «кто выдает задание, тот принимает выполненную работу». Практически этот принцип означает, что руководитель проекта условно разделяет машину на составные части и поручает разработку конструкторской документации на них ведущим конструкторам, которые, в свою очередь, разделяют эти части машины на отдельные механизмы и узлы и поручают их разработку старшим инженерам и инженерам.
По мере готовности чертежей общих видов на механизмы и узлы в работу со старшими инженерами и инженерами включаются старшие техники и техники, в обязанности которых входит деталировка общих видов, т. е. разработка чертежей деталей, необходимых для изготовления и сборки механизмов и узлов. Сдача выполненных конструкторских работ происходит в обратном порядке, разработанные чертежи деталей сдаются исполнителями старшим инженерам и инженерам, от которых они получали задание на разработку этих чертежей. При приемке старшие инженеры и инженеры обязаны проверить правильность размеров, допусков и посадок, выбора материалов для изготовления деталей, конфигурации, технологичность, наличие на чертежах конструктивных требований, соблюдение которых обязательно при изготовлении деталей, увязку всех размеров и т. д. Иными словами, принимающий работу обязан проверить и подтвердить ее качественность, как это предусмотрено ГОСТ 2.107—68 «ЕСКД. Основные требования к рабочим чертежам» и другими стандартами.
Согласно ЕСКД все чертежи подвергаются нормоконтролю, что вызывается необходимостью проведения в жизнь всех норм и требований государственных, отраслевых республиканских стандартов, а также стандартов, действующих на предприятиях, достижения в разрабатываемых машинах высокого уровня стандартизации и унификации на основе широкого использования ранее сконструированных, освоенных в производстве и стандартизированных изделий, типовых конструкторских решений и исполнения и рационального использования ограничений, распространяющихся на стандартизированные изделия, конструкторские нормы, марки материалов, профилей и размеров проката.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Нормоконтролю подвергается как проектная документация (техническое предложение, эскизный и технический проекты), так и рабочая документация, составляющая рабочий проект. Объем работ при нормоконтроле зависит от вида конструкторских документов. Во всех конструкторских документах нормоконтроль проверяет: соответствие обозначения конструкторского документа установленной системе обозначений; комплектность документации; правильность сокращений слов; наличие и правильность ссылок на стандарты и другие нормативно-технические документы.
В документации технического задания и технического предложения, помимо вышеуказанных требований, проверяется соответствие основных параметров разрабатываемой машины стандартам, характеристикам утвержденной типоразмериой номенклатуры (типажу); соответствие технических показателей, требований к качеству и методам испытаний стандартам и другим нормативно-тех-ническим документам.
Текстовые документы (пояснительные записки, технические описания, инструкции по эксплуатации, технические условия, программы и методики испытаний и др.) проверяются с точки зрения соответствия вышеуказанным требованиям. Кроме того, в этих текстовых материалах проверяется степень стандартизации и унификации разрабатываемой машины и возможности повышения этих показателей; соблюдение требований стандартов на текстовые конструкторские документы; соответствие показателей и расчетных величин нормативным данным, установленным в стандартах и других нормативно-технических документах.
В ведомостях и спецификациях проверяется соблюдение общих требований к конструкторской документации и текстовым материалам, а также соответствие форм ведомостей и спецификаций формам, установленным стандартами и соблюдение правил их заполнения; правильность наименований и обозначений изделий и документов, записанных в ведомостях и спецификациях; возможности сокращения применяемой номенклатуры стандартизирован, ных и покупных изделий; соответствие применяемых типоразмеров, стандартизированных и покупных изделий установленным ограни-чительным номенклатурам; наличие ведомостей согласования покупных изделий, поставляемых при условии согласования заказа.
Чертежи всех видов нормоконтроль проверяет с точки зрения: выполнения их в соответствии с требованиями ЕСКД на форматы, масштабы, изображения (виды, разрезы, сечения), нанесения размеров, условных изображений конструктивных элементов (резьб, шлицевых соединений, зубчатых венцов, колес, звездочек) и т. п.; рационального использования конструктивных элементов, марок материалов, размеров и профилей проката, видов допусков и посадок и выявления возможностей объединения близких по размеру и сходных по виду и назначению элементов; возможности замены оригинальных изделий типовыми и ранее разработанными. В чертежах общих видов и сборок, а также габаритных и монтажных чертежах дополнительно проверяется правильность нанесения номеров позиций и соблюдение требований ЕСКД на упрощенные и условные изображения элементов конструкций.
В чертежах деталей и схемах нормоконтроль дополнительно проверяет: соблюдение требований ЕСКД на условные изображения деталей (крепежных, арматуры, деталей зубчатых передач, пружин и т. п.), а также на обозначения шероховатости поверхностей, термообработки, покрытий, простановки предельных отклонений размеров, отклонений формы и расположения поверхностей и т. п.; возможность замены оригинальных деталей стандартизированными или типовыми; возможность использования освоенных производством деталей сходной конструктивной формы и аналогичного функционального назначения; соблюдение установленных ограничительных номенклатур конструктивных элементов, допусков и посадок, марок материалов, профилей и размеров проката и т. д. В схемах нормоконтроль проверяет: соответствие условных графических обозначений элементов, входящих в схему, требованиям ЕСКД; соответствие наименований, обозначений и числа элементов схемы данным, приведенным в перечнях; возможность использования типовых схем. Общий порядок проведения нормоконтроля регламентируется ГОСТ 2.111—68 «ЕСКД. Нормоконтроль».
Выполненный таким образом проект машины может быть перелай в производство для практического воплощения данной машины в металле. Однако для этого вся конструкторская документация, входящая в состав проекта, должна быть размножена. На языке множительной техники вся конструкторская документация, составляющая законченный проект машины и поступившая на размножение называется оригиналом. С оригинала изготовляются путем машинного или ручного копирования оригинала тушью на кальке так называемые подлинники. Подлинники после ручной копировки сверяются с оригиналом, подписываются должностными лицами и передаются в технический архив, откуда они могут быть затребованы для снятия копий. Изготовление подлинников — процесс трудоемкий и кропотливый. В поисках возможности облегчения кропотливого труда копировщиц множительная техника предлагает в настоящее время иные высокопроизводительные методы размножения документации: электрографию, фотоконтактный метод, обычное фотографирование и другие способы скоростного размножения документации*.
Размножение чертежей такими способами встречает определенные затруднения. Дело в том, что при поиске нужных конструктивных решений конструктор весьма часто вынужден многократно стирать уже нанесенные на чертеж детали, изменять их конфигурацию, местоположение и т. п. Кроме того, в целях экономии рабочего времени при простановке размеров и нанесении на чертеж необходимых надписей конструкторы не пользуются чертежным шрифтом. В процессе копирования чертежей тушью на кальку копировщицы при известном опыте и навыках могут значительно улучшать точность графики этих чертежей и украшать их четким чертежным шрифтом, как это предусмотрено ГОСТ 2. 304—68 «ЕСКД. Шрифты чертежные».
Недостатком калькировки чертежей является необходимость их сверки с оригиналами. Поэтому при наличии множительной техники копировщицы привлекаются для нанесения надписей и улучшения внешнего вида оригиналов, с которых снимают копии.
В производство передаются копии конструкторских документов, изготовленных с калек. Один экземпляр проекта машины конструкторская организация оставляет у себя для контроля (контрольный экземпляр). Правила учета, хранения и обращения изготовленной конструкторской документации едины для всех отраслей промышленности и регламентируются ГОСТ 2.501—68.
Читайте также: