
Точечная сварка моделист конструктор
Обновлено: 29.04.2024
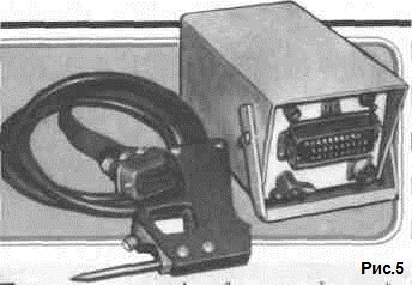
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08. 0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Внешний вид сварочного аппарата показан на рис.5. Масса силового блока аппарата - около 8 кг, габариты-225х135Х120 мм.
Как видно из принципиальной электрической схемы, (рис.1) аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //).
Аппарат работает следующим образом. При замыкании контактов выключателя S1 "Вкл." напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 "Импульс" к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла а точке касания сварочного электрода. Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса tи (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с. За это время ток во вторичной обмотке может достигать 300. 350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1. Оптимальный режим сварки устанавливают подстроечным резистором R1 "Режим".
Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема. На шасси силового блока размещены почти все элементы устройства. Конструкция шасси и его основные размеры показаны на рис.2 и рис.3
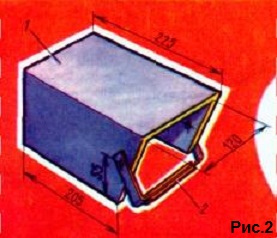
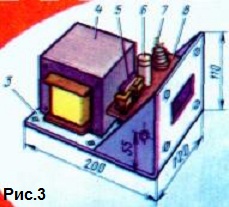
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей. Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
Устройство сварочного пистолета показано на рисунке.
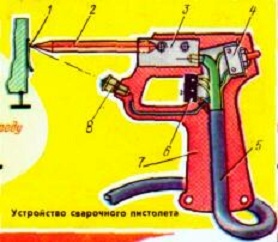
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсветки с кнопочным выключателем 4 "Подсветка", микропереключатель 6 "Импульс". Соединительным кабелем 5 служит гибкий двадцатичетырех проводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв. Пять проводов кабеля использованы для подключения микро-переключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливают из медного бруска прямоугольного или квадратного сечения. Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1. 1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото рис.5). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки - от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля. Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют "заземляющий" соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2. 2,5 м.
Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8. 10 В (для заряда конденсатора С1) и 3. 6 В (для питания лампы). В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку /, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку //-330 витков провода ПЭВ-2 0,3 и обмотку ///-350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания. Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10. 12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей. В точках сварки на фольге должны остаться отверстия диаметром 0,5. 0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него. Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором "Режим". При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12. 15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом.
В первую очередь "заземляют" кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на "спусковой крючок" пистолета (на кнопку микропереключателя), через 1. 1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6. 8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм. Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса. Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5. 0,7 мм необходим трансформатор сечением магнитопровода не менее 65. 70 кв.см. Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62. 1,7 мм, а вторичная - 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400. 1800 А). Диаметр электрода нужно увеличить до 18. 20 мм. При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5. 0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Необходимость купить точечный сварочный аппарат может возникнуть в условиях ремонта или при эксплуатации на производстве. Эта разновидность оборудования, которое позволяет получить прочное соединение с применением контактной сварки, что востребовано на СТО и в ремонтных мастерских. Точечная сварка позволяет получить прочное, устойчивое к механическим воздействиям и температурным перепадам соединение, что делает метод весьма популярным.
Принцип работы точечного аппарата
Контактный способ сварки включает в себя три базовых этапа, включая подготовку деталей. Сначала поверхность подготавливается и зачищается. Затем кромки, подлежащие соединению, размещаются под рабочим жалом аппарата. Они нагреваются и подвергаются сжатию, происходит локальная деформация с образованием точки с жидким ядром.
При проникновении в ядро электрического тока зона нагрева расширяется. Это вызывает образование сварного точечного шва. При этом металл не разбрызгивается, нет опасных искр или ядовитых испарений. После этого подача тока прекращается, точка охлаждается и происходит кристаллизация.
Ядро немного уменьшается в размерах, что становится причиной появления остаточного напряжения. Поэтому при выполнении сварки важно плотно прижимать кромки. Контактная сварка выполняется своими руками, но требует от сварщика достаточной квалификации.
Виды оборудования
Для работы с точечным сварочным оборудованием используются различные модели. Чаще всего это аппараты, функционирующие на переменном или постоянном токе, при условии низкой частоты или конденсаторные установки.
Каждый тип оборудования обладает определенными особенностями, поэтому при выборе надо учитывать условия соединения, вид металлов и другие параметры. Виды оборудования:
- неподвижное стационарное;
- передвижные мобильные модели;
- подвешенные (обычно такие устройства используются в промышленности);
- универсальные.
Также аппараты различают на конденсаторные и трансформаторные по типу используемого тока. По способу соединения выделяют обычные точечные, рельефные и стыковые.
Сделанный мною сварочный аппарат представляет собой отлично зарекомендовавший себя на практике модернизированный вариант устройства, описание и эскизы которого опубликованы в журнале «Моделист-конструктор» № 3 за 1966 год. Главное — новый «сварочник» значительно мощнее своего предшественника, проще в изготовлении и эксплуатации. При отсутствии всякого рода «прибамбасов» он позволяет надежно соединять листовую сталь толщиной до 3 мм. Правда, режим работы пока один, самый необходимый большинству самодельщиков — точечная сварка.
Регулировка величины тока не предусмотрена. Ход сварки определяется временем нагрева (то есть прохождением тока) и контролируется либо визуально (по цвету), либо с помощью реле времени, диапазон выдержки у которого 0,5—5 с.
В качестве базового трансформатора используется серийный ОСМ-1,0 мощностью 1 кВ*А. Первичную обмотку у него желательно оставить без каких- ибо изменений (хотя при необходимости можно и перемотать: ведь здесь всего 200 витков ПЭВ2-1.9). А вот вторичную лучше заменить на более «продуктивную», выполняемую проводом ПВЗ-50 — две трехвитковые части, включенные параллельно, чтобы общее их сечение составляло 100 мм 2 .
Держатели электродов рекомендую изготовить из дюралюминия, изолированного от щечек текстолитовыми шайбами, а от крепежных болтов М8 — лакотканью или защитной клейкой лентой на хлопчатобумажной основе. Сами электроды советую использовать медные, диаметром 12 мм, закрепляя их в держателях при помощи прямоугольной латунной шайбы и двух винтов М6, для которых в специальных стальных вкладышах предусмотрительно выполнена соответствующая резьба.
В исходном положении держатели с электродами разведены пружиной с подходящими габаритами (например, от старой кровати-раскпадушки). Но надо сделать так, чтобы пружина не создавала короткого замыкания на выводах вторичной обмотки во время работы сварочного трансформатора. Одним из вполне приемлемых технических решений является, в частности, вариант с применением разделительной пластмассовой втулки, закрепленной в торце неподвижного держателя электрода винтом М6. Нижний конец пружины электрически изолирован от всех остальных деталей «сварочника» при любых, даже самых невероятных ситуациях.
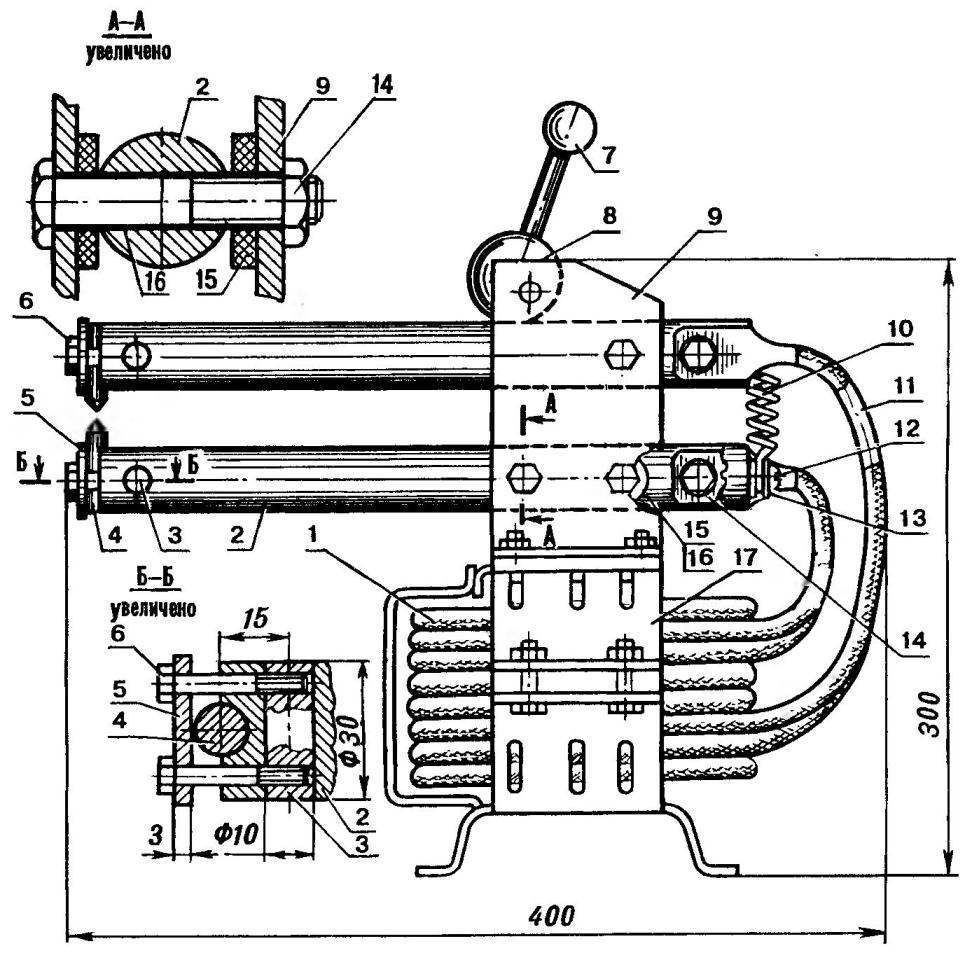
Аппарат для точечной сварки листовой стали:
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток Ø30, L 300, 2 шт.); 3 — вкладыш (стальной пруток Ø10, L30, 2 шт.); 4 — электрод (медный пруток Ø12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 — рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
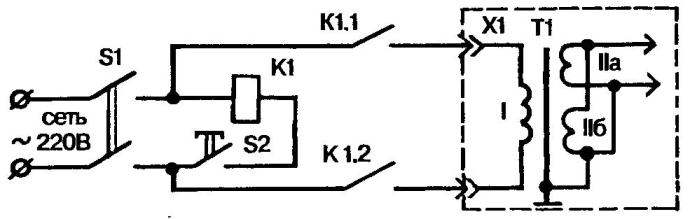
Схема подключения аппарата к бытовой электросети.
Подсоединять сварочный аппарат к сети желательно по хорошо зарекомендовавшей себя принципиальной электрической схеме (см. рис.) через автоматический 20-амперный выключатель. На такой же (как минимум!) ток должен быть рассчитан и электросчетчик. Ну а непосредственное управление «сварочником» — с помощью магнитного пускателя К1, включаемого педалью с кнопкой S2 типа «грибок». Корпус и вторичную обмотку трансформатора необходимо заземлить.
Включать и выключать такой «сварочник» надо только при сжатых электродах. Несоблюдение этого простого правила грозит возникновением интенсивного искрения, что приводит к подгоранию электродов с крайне нежелательными последствиями.
И еще один, выверенный практикой совет. Так как принудительное охлаждение не предусмотрено ни для трансформатора, ни для токопроводов и электродов, то во время сварки следует постоянно следить за температурным режимом. По мере необходимости делать перерывы в работе, но ни в коем случае не допускать перегрева аппаратуры.
Г.ГАВРИЛОВ, г. Г омель, Республика Беларусь
Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству. Над ним ломают головы и специалисты, и практики: как сделать его еще проще, но в то же время и лучше.
Вот и я, смастерив для себя первый сварочный аппарат и поработав им, начал обдумывать, как улучшить его характеристики. Просмотрел кое-какую доступную литературу на эту тему, стал вникать в теорию. Со временем сделал другой аппарат, конечно же, не хуже первого, но почувствовал, что смогу сделать и лучше. К тому же появился живой и повышенный интерес ко всему тому, что касалось процессов сварки и аппаратов для нее. Стал не только читать, но и собирать литературу, публикации на эту тему. Благодарен и признателен всем авторам статей про сварочные аппараты, которые были напечатаны в журнале «Моделист-конструктор».
Много времени провел у себя в гараже, изготавливая и испытывая разные сварочные аппараты. В итоге пришел к такой схеме «сварочника», которой и сам доволен, и не стыдно посоветовать другим.
Хочу отметить, что сварочные аппараты с выпрямителями, то есть работающие на постоянном (пульсирующем) токе, заведомо лучше «переменников» — те, что работают без диодного моста. Но и «постоянники» нуждаются в доводке и настройке. Поэтому предлагаю опробованные усовершенствования.
МЯГКИЙ СВАРОЧНИК Рис. 1. Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами
Прежде всего это касается включения в схему между положительным и отрицательным проводом выпрямленного тока конденсатора С1. Конденсатор электролитический, емкостью 15 000 мк, рассчитанный на напряжение 100 В. Он обеспечивает надежный, но в то же время плавный поджиг дуги. Если же такой конденсатор нет возможности приобрести, то можно вместо него поставить конденсатор С1 = 50 мк х 160 В, но уже в цепь положительного полупериода тока, как указано на схеме.
И еще. Будет полезным поставить в первичную цепь бумажный конденсатор типа МБГО или МБГИ емкостью 160 мк, рассчитанный на напряжение 500 В для сглаживания скачков напряжения питающей сети.
Понижающий трансформатор и дроссель могут быть различных конструкций, описания их и характеристики не раз приводились в журнале «Моделист-конструктор» (например № 11 за 1999 г.) и другой технической литературе. Поэтому их выбор остается за умельцами.
А.ЗАЙЦЕВ, г. Петровcк, Саратовская обл.
Плюсы точечной сварки особенно заметны при сварочных работах с деталями, имеющих малые размеры. При хорошем качестве сварного шва энергетические затраты снижаются в несколько раз. Предлагаемые конструкции незаменимы при сварке листовых деталей толщиной менее 1 мм или прутков, проволоки 4 мм.


Точечная сварка схема аппарата
Для сборки конструкции нам понадобится трансформатор мощностью 10 - 20 Вт с напряжением питания первичной сетевой обмотки 220 В, и напряжением на вторичке 15 - 25 В; Герконовое реле типа РЭС42; РЭС43; РЭС55 или его современный аналог с малым током срабатывания; диодный мост типа КЦ402 - КЦ407, если его нет можно использовать и четыре обычных диода.
Основным радиокомпонентом блока управления является силовой ключ МТТ4К это однофазный бесконтактный пускатель, рассчитанный на ток 40 - 80 А и напряжение до 800 В. Для изготовления сварочного трансформатора своими руками используется магнитопровод от сгоревшего лабораторного автотрансформатора.
Контактный узел делают с учетом требования для технологического процесса. Материалом для электродов обычно является медь, бериллиевая бронза или их заменители. Для достижения качественного результат работы при использование аппарата контактная площадь электрода должна быть минимальной, также требуется обеспечить плотное прилегание и сжатие соединяемых деталей с силой не менее 20 кг/см2.
При сборке необходимо проверить качество соединений для снижения потерь за счет переходного сопротивлениях контактов.
Алгоритм работы аппарата: При замкнутом кнопке осуществляется заряд выбранных конденсаторов С1-Сх до уровня напряжения питания 15-30 В, а после ее размыкания прерывается цепь заряда, и подключается цепь разряда К1 - РЭС. От выбранной емкости зависит время включения реле или время цикла сварки пока силовой ток следует на силовой ключ МТТ4К 80-8.
Грубую подстройку сварного тока регулируют с помощью переключения отводов силового трансформатора Т2.
Силовой ключ МТТ4К это беспотенциальный тиристорно-диодный модуль в унифицированном корпусе МТТ4. Его необходимо закрепить на радиаторе охлаждения.
Точечная сварка схема аппарата из журнала Моделист Конструктор
Прототип этой статьи был взят из одного из первых выпусков журнала моделист конструктор № 3 за 1966 год, но конструкция актуально и по сей день, поэтому мы и решили ее рассмотреть.
Обладая простотой он позволяет надежно соединять листовую сталь толщиной до 3 мм в режиме точечной сварки.
Схема устройства максимально упрощена в ней оставлен только минимум радиоэлектронных компонентов, сварочный трансформатор можно изготовить как и в предыдущей конструкции
Включать и выключать такой сварочник необходимо только при сжатых электродах. Иначе возникнет интенсивное искрение, что приведет к подгоранию электродов с крайне нежелательными последствиями.
Так как принудительное охлаждение отсутствует, то во время сварки необходимо постоянно следить за температурой и делать перерывы в работе, ни в коем случае не доводя до перегрева
Для того чтобы собрать устройство точечной сварки идеально подойдёт старая микроволновка. Из нее можно получить аппарат с мощностью около 800 Вт, который достаточно легко справится с тонкими металлическими листами. Подойдет любая микроволновая печь, но чем она будет мощнее, тем более мощным в ней окажется высоковольтный трансформатор, который и является главной частью этой самодельной конструкции.
В трансформаторе имеется металлический сердечник, скрёпленный сварными швами, первичная обмотка из более толстого провода и вторичная обмотка.
Для изготовления самодельного устройства нам потребуется обмотка из него. Для того чтобы её вытащить потребуется разрезать шов ножовкой по металлу и используя долот и молоток получить доступ к обмотке.
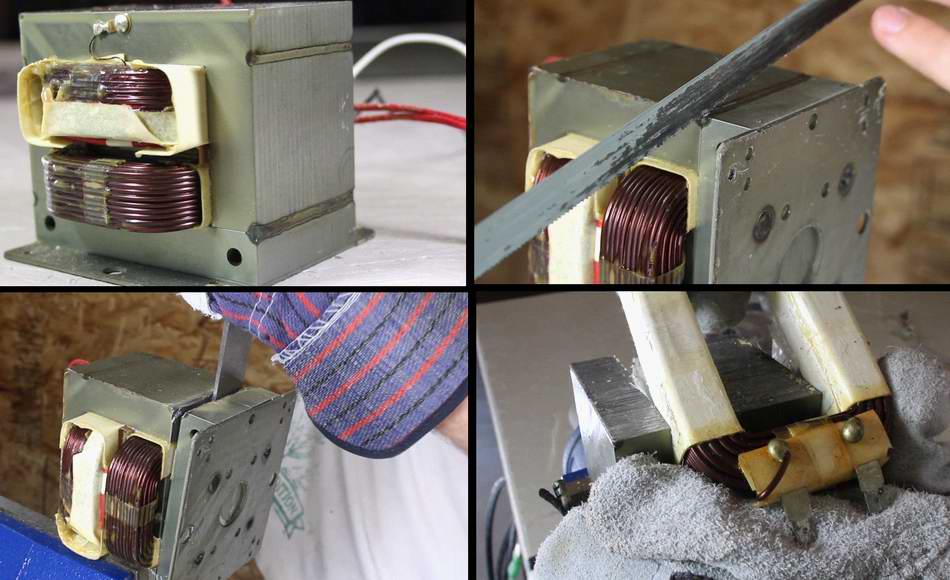
Как только трансформатор удаеться расконапатить, и к первичной обмотке открылся доступ, её нужно аккуратно извлечь, но так, чтобы не повредить её.
Если извлечению первичной обмотки мешает вторичная, то её можно разрезать и вынуть частями. В итоге после разборки у нас должен остаться сердечник и первичная обмотка, которую нужно хорошо очистить.
Следующим пунктом сборки является восстановление вторичной обмотки. Для этого подойдет медный провод с диаметром, равным прорезям в сердечнике. Для вторичной обмотки устройства точечной сварки будет достаточно всего двух витков.
Затем, нужно скрепить сердечник и основание трансформатора используя эпоксидную смолу и закрепить самодельную конструкцию в тисках, для большей прочности.

С помощью вольтметра необходимо проверить напряжение с вторичной обмотки трансформатора, которое должно быть около двух или чуть более вольтам, но при этом сила тока достигает 800 Ампер
Следующим этапом сборки будет изготовление деревянного корпуса для нашего аппарата, который будет представлять из себя коробку, в которой размещается трансформатор и два механических рычага. На задней части корпуса нужно просверлить отверстия под выключатель и подводку питания, а после этого детали корпуса можно отшлифовать и покрасить. Подробней смотри в видео руководстве, чуть выше.
Для изготовления электродов используем два медных провода длиной около 2,5 см, которые нужно зажать в держателях как можно плотнее. После этого можно приступать к прикручиванию выключателя и монтажу кабеля питания. Затем, нужно закрепить трансформатор с помощью обычных саморезов, на одном из которых сделаем клемму заземления.
Для того чтобы верхний рычаг всегда был поднят, рекомендую взять обычную резинку, которая и задаст требуемое натяжение. Боковины конструкции закреплены на болты, а рычаги аппарата фиксируются с помощью гвоздя, который является осью. Контактные электроды закрепляем на торцевой части рычагов, а их провода отводим в протвоположные стороны.
Также перед сборкой рекомендую посмотреть еще одно видео по теме:
Использовать такой сварочный аппарат можно так: поместите тонкие металлические листы между электродами, затем нажмите на кнопку в течении 5секунд. Мощный токовый импульс нагревает металлические детали до температуры плавления, а давление электродов только укрепляет укрепляет сварное соединение. Как только электроды выгорят, их можно заменить на новые.
Читайте также: