
Задачи конструктора при проектировании приспособлений
Обновлено: 18.04.2024
Проектирование специальных приспособлений обычно осуществляется в два этапа.
1. Разработка принципиальной схемы базирования и закрепления детали (выполняется технологом).
2. Конструктивное оформление элементов приспособлений и его общая компоновка (выполняется конструктором по оснастке).
При проектировании процесса технолог выявляет установочные базы детали на каждой операции, а при вычерчивании эскизов обработки намечают принципиальную схему базирования и закрепления деталей в приспособлении.
На схеме условными знаками изображаются установочные и центрирующие элементы приспособлений, а также точки приложения и направления сил зажима. При разработке схем кондукторов и фрезерных приспособлений иногда необходимо показывать направляющие элементы (кондукторные втулки, установочные габариты для фрез). Установочные элементы принято обозначать углообразными знаками (птичками), поставленными на каждой из базовых поверхностей детали. Центрирующие элементы изображаются двумя такими знаками, расположенными на концах диаметра базовой шейки или базового отверстия. Силы зажима изображаются стрелками. Кроме того, технолог должен охарактеризовать принцип действия приспособления и общие требования, предъявляемые к нему. В случае базирования деталей не по конструктивным базам, технолог рассчитывает неизбежные при этом погрешности базирования и при необходимости производит перерасчет допусков на базисные размеры и на операционном эскизе указывает новые допуски.
Конструктор должен располагать следующими исходными материалами:
1) рабочими чертежами заготовки и готовой детали;
2) операционными эскизами обрабатываемой детали (с размерами и допусками) на предшествующую и выполняемую операции со схемой базирования и закрепления;
3) картой технологического процесса обработки деталей со всеми необходимыми данными (оборудование, режимы, нормы и др.);
4) годовой программой выпуска;
5) указанием, для какого конкретного станка проектируется данное приспособление.
Кроме исходных данных, в распоряжении конструктора должны быть:
1) альбом нормализованных и стандартных деталей и узлов приспособлений, которые конструктор обязан максимально использовать нормализованные и стандартные детали и узлы;
2) альбом типовых узлов и механизмов приспособлений;
3) альбом конструкций силовых приводов и их элементов;
4) сведения о форме и размерах посадочных мест станков, на которых устанавливаются приспособления.
Общая последовательность работы САПР представлена на рис. 6.13.
Подготовка к проектированию. Исходными данными для проектирования служат математические модели узла и отдельных деталей. В автомобильной промышленности они часто создаются в «тяжелых» графических системах, например в САТ1А, а их передача в автоматизированную систему проектирования приспособлений производится через IGES-транслятор AutoSurf. Кроме того, в состав исходных данных должны входить:
Рис. 6.13. Общая последовательность работы САПР:
ТЗ — техническое задание; ССП — сборочно-сварочное приспособление;
УФ — узлы фиксации
• техническое задание на проектирование;
• рабочие чертежи узлов и входящих деталей;
• технологический процесс сборки-сварки;
• принципиальная схема приспособления.
Техническое задание на проектирование должно содержать требования к конструкции приспособления и его отдельным элементам, характеристику энергоносителей (напряжение и род тока, давление воздуха), габаритные размеры, производительность, перечень деталей и сборочных единиц, условия подачи и удаления деталей и изделия, требования к управлению (расположение пульта, необходимость дистанционного управления), требования по технике безопасности; эргономические требования.
Кроме того, техническое задание может содержать дополнительные данные, характеризующие режим работы сборочного приспособления, возможность его переналадки, степень механизации и автоматизации; надежность, унификацию и стандартизацию, связь с другими приспособлениями, кинематические условия эксплуатации, требования к маркировке и упаковке, а также экономические показатели использования и сведения об аналогичных приспособлениях, применявшихся на данном или других предприятиях для изготовления похожих сварных узлов.
Разработка схем базирования и карт контроля. Большая интеллектуальная нагрузка выпадает на этап выбора схемных решений, которые определяют качество проекта. При проектировании сборочного приспособления исходят из того, что именно конструкция сварного узла определяет принципиальную схему приспособления. Поэтому разработка принципиальной схемы базирования осуществляются непосредственно на 3£>-модели сварного узла, где указываются места и способы фиксации и закрепления деталей.
В состав технического задания на проектирование могут входить следующие документы:
схема базирования — это комплект документации для разработки приспособления. Основной из них — образ сварного узла, на котором условными обозначениями указаны места, способы и устройства фиксации и крепления всех деталей и подузлов для обеспечения его заданных размеров с учетом всей гаммы технологических факторов и ограничений, действующих на приспособление в процессе эксплуатации. В комплект также входят сечения собираемого узла с обозначением формы контактных поверхностей блочков;
карта контроля — комплект документации для разработки контрольного приспособления, где кроме данных схемы базирования дополнительно внесены сведения о контролируемых размерах формы детали или узла и расположения отверстий;
принципиальная схема приспособления отличается от схемы базирования наличием дополнительных сведений о способах и устройствах для установки, манипулирования и съема деталей и узлов.
Поверхность детали, на которую она устанавливается при сборке под сварку в определенном положении относительно сборочно-сварочного приспособления и сварочного инструмента, называют установочной базой. Сборочная база — совокупность поверхностей, линий и точек, которая определяет положение детали относительно других деталей в изделии или сборочной единице. Конструктивной базой приспособления называют совокупность поверхностей, линий и точек, от которых задаются размеры и положения других деталей и сборочных единиц при разработке конструкции.
Для базирования детали, имеющей развитые плоскости и цилиндрические поверхности, необходимо и достаточно шести опорных точек. Элементы с криволинейными поверхностями сложной формы, а также нежесткие элементы базируются в приспособлениях с помощью ложементов. Детали узла могут частично или полностью базироваться по другим элементам сварной конструкции.
Ввиду сложности пространственных форм кузовных узлов невозможно формализовать процесс создания схемы базирования, который заключается в указании зон предпочтительного размещения узлов фиксации. На схеме базирования отмечаются размеры, которые следует соблюсти с особой точностью. В качестве установочных баз предпочтительно использовать механически обработанные поверхности или отверстия деталей. При размещении упоров установочных баз надо следить за тем, чтобы не происходило защемления в приспособлении собранного и прихваченного изделия и обеспечивался его свободный съем. В связи с этим отдельные собираемые под сварку детали целесообразно размещать так, чтобы их ожидаемые перемещения от сварочных деформаций были направлены не к упорам, а в сторону от них. В противном случае усадочные сварочные деформации с огромными усилиями после сварки заклинят сваренное изделие в жестких базовых упорах сварочного приспособления. Прижимы деталей стремятся располагать в непосредственной близости от базовых упоров. Желательно, чтобы в проектируемом сборочном приспособлении было минимальное количество типов прижимов (лучше один-два). При этом прежде всего используют стандартизованные конструктивные элементы и только в случае необходимости — оригинальные решения.
Рациональный выбор базовых поверхностей и элементов фиксации — важнейший фактор, определяющий качество сварного изделия.
Определение мест базирования и фиксации поверхностей сварного узла выполняется конструктором на этапе формирования прототипа проектируемого приспособления в соответствии со схемой базирования. Поэтому формирование схем базирования и карт контроля должно осуществляться до начала проектирования самого приспособления. Лучше, если это выполняется с помощью соответствующей встроенной подсистемы и точной математической модели сварного узла специализированным технологическим подразделением, например лабораторией собираемости и метрологии. По сути дела, именно это подразделение должно выполнять непосредственную разработку прототипа приспособления.
Условные обозначения опор (неподвижных, подвижных, плавающих, регулируемых), а также зажимов одиночных и двойных регламентируются ГОСТ 3.1107—81 и стандартом предприятия. Библиотека условных обозначений элементов приспособлений присутствует в системе и открыта для пользователя.
Разработка схемы базирования выполняется в такой последовательности:
• собираемый под сварку узел представляется схематически в виде конту ров с проемами путем обработки его 3£>-образа;
• на схему наносят условные обозначения фиксирующих, пробивных и контрольных элементов после выбора их типов и мест установки на узле;
• выполняются сечения в заданных местах узла и относительно них изображается форма контактных поверхностей сухарей;
• полученные схемы дорабатывают (наносят размеры, выноски, дополнительные обозначения и т. п.) и включают в состав технического задания.
Основу рассматриваемой здесь концепции автоматизированного проектирования сборочно-сварочных приспособлений составляет принцип двухэтапного решения отдельных проектных задач. На первом этапе создается условное упрощенное представление принимаемого решения (прототип схемы, конструкции). С его помощью часто решается большой комплекс взаимосвязанных с проектируемым объектом задач. После их успешного решения уже на втором этапе наброски и, самое главное, привязка данных реализуются при окончательном (реальном) проектировании разрабатываемого объекта. И первый этап — создание прототипа, — и второй — проектирование объекта — реализованы путем создания самостоятельных подсистем САПР.
В подсистеме подготовки прототипа оснастки расстанавливаются в виде плит-параллелепипедов прототипы кондукторной плиты и узлы фиксации относительно свариваемой конструкции, а также выполняются сечения вдоль граней прототипов узлов фиксации. Таким образом, определяются места расположения узлов фиксации на плите, а также геометрия фиксируемых поверхностей в этих местах. Поочередное формирование геометрии самих узлов фиксации относительно сечений и их сборка воедино в приспособление осуществляются позже.
При создании прототипа оснастки задается уровень размещения сварного узла над конду кторной плитой. Особенно это важно для контактной точечной сварки, когда необходимо обеспечить свободный доступ нижнего электрода сварочных клещей к свариваемому изделию. Далее формируется прототип кондукторной плиты, расстанавливаются прототипы прижимов и выполняются необходимые сечения сварного узла в зонах базирования и закрепления собираемых деталей.
Подсистема проектирования прототипов содержит программные средства, которые позволяют осуществить следующие операции:
1) вызвать на экран монитора образ узла и разместить его соответствующим образом;
2) построить нормали к поверхности узла в местах приложения усилия закрепляющих элементов;
3) создать и вставить в модель прототип кондукторной плиты;
4) расставить прототипы прижимов в соответствии со схемой базирования с использованием или без использования нормалей к поверхности узла;
5) получить сечения сварного узла в зонах прототипов прижимов и сохранить результаты работы.
Перечисленные пять групп операций выполняют с помощью специальных меню, пиктограмм, курсора мыши, в том числе с использованием стандартных функций графических пакетов и операционных систем (выбрать, передвинуть, удалить, записать полный объем информации в соответствующие каталоги на диске). Подробное описание работы подсистемы приведено на примере проектирования конкретного сборочно-сварочного кондуктора в § 6.4.
После того как загружен подготовленный ранее свариваемый узел, заданы габаритные размеры и пространственное положение прототипов одной или нескольких кондукторных плит и, таким образом, определены системы координат, в которых производится проектирование узлов фиксации, можно задать габаритные размеры и пространственное положение прототипов других элементов на каждой кондукторной плите. Прототип элемента (узел фиксации, силовая головка, контрольная поверхность) представляет собой определенный параллелепипед в системе координат заданной плиты и определяет «чертежную плоскость» элемента при подготовке документации по проекту.
Для удобства позиционирования любых элементов на кондукторной плите автоматически выполняется построение сетки плаза. При этом система запрашивает плоскость проекции сетки и ее шаг. Изображение сетки плаза показано на рис. 6.14. Сетку плаза можно наблюдать в трех плоскостях (в каждой плоскости отдельно или одновременно в нескольких).
Конструирование приспособления тесно связано с разработкой технологического процесса изготовления данной детали. В задачй технолога входят: выбор заготовки и технологических баз; установление маршрута обработки; уточнение содержания технологических операций с разработкой эскизов обработки, дающих представление об установке и закреплении заготовки; определение промежуточных размеров по всем операциям и допусков на них; установление режимов резания; определение штучного времени на операцию по элементам; выбор типа и модели станка. В задачи конструктора входят: конкретизация принятой технологом схемы установки; выбор конструкции и размеров установочных элементов приспособления; определение величины необходимой силы закрепления; уточнение схемы и размеров зажимного устройства; определение размеров направляющих деталей приспособления; общая компоновка приспособления с установлением допусков на изготовление деталей и сборку приспособления. Несмотря на четкое разделение функций, между технологом и конструктором должны существовать тесное взаимодействие и творческое содружество.
В качестве исходных данных конструктор должен иметь чертежи заготовки и детали с техническими требованиями их приемки; операционный чертеж на предшествующую и выполняемую операции; операционные карты технологического процесса обработки данной детали. Из них выявляют п<>следовательность и содержание операций, принятое базирование, используемое оборудование и инструменты, режимы резания, а также запроектированную производительность с учетом времени на установку, закрепление и снятие обрабатываемой детали. Конструктору необходимы стандарты на детали и узлы станочных приспособлений, а также альбомы нормализованных конструкций. Полезно ознакомиться с аналогичными приспособлениями по литературным источникам и патентным материалам.
Из чертежей заготовки и готовой детали выявляют размеры, допуски, шероховатость поверхностей, а также марку и вид термической обработки материала. Из технологического процесса получают сведения о станке, на котором ведут обработку: его размерах, связанных с установкой приспособления (размеры стола, размеры и расположение Т-образных пазов, наименьшее расстояние от стола до шпинделя, размеры конуса шпинделя и т. д.), и общем 178
Состоянии. Необходимо также ознакомление со станком в цехе для выявления особенностей приспособления и наиболее выгодного расположения органов его управления.
Все эти сведения нужно иметь при конструировании каждого специального приспособления. При конструировании переналаживаемых и групповых приспособлений нужно, кроме того, определить детали, обрабатываемые с использованием данного приспособления и иметь по каждой детали перечисленные выше сведения.
Конструктору необходимо учитывать технологические возможности изготовления приспособления в условиях данного завода и программу выпуска изделий, чтобы выбрать наиболее рентабельную конструкцию и обосновать решение о применении в конструируемом приспособлении сменных быстроизнашивающихся деталей.
Полезно изучение опыта эксплуатации аналогичных приспособлений. Проработка исходных данных может привести к более рациональному построению технологических операций и иной схеме приспособления. Такие изменения после согласования с технологом вносят в карту технологического процесса.
Схема конструируемого станочного приспособления в основном определяется принятым построением данной операции обработки. По числу устанавливаемых для обработки заготовок схемы станочных операций делят на одно - и многоместные, а по числу инструментов — на одно - и многоинструментные. В зависимости от порядка работы инструментов и расположения заготовок в приспособлении эти схемы могут быть последовательного, параллельного и параллельно-последовательного выполнения. При сочетании указанных признаков образуется несколько различных схем. Варианты схем оценивают по производительности и себестоимости с безусловным обеспечением заданного качества обработки.
Выбирая схему, стремятся к уменьшению штучного времени: при поточном производстве это время должно быть равно темпу выпуска изделий для обеспечения заданной производительности линии. Уменьшение штучного времени достигается технологическими мероприятиями и мерами по совершенствованию конструкции приспособления. Повышая, например, жесткость приспособления, обеспечивают обработку с более производительными режимами резания и совмещение различных переходов обработки во времени. Вспомогательное время уменьшают, применяя быстродействующие зажимные устройства и совмещая вспомогательное время с основным путем использования поворотных приспособлений с отдельной позицией загрузки и снятия заготовки.
Приведенные признаки классификации станочных операций могут быть использованы для построения схем приспособлений. Рассмотрим их характеристики применительно к задачам конструирования приспособлений на примере обработки отверстий в корпусной детали (рис. 117, а).
Признак 1 —по числу устанавливаемых заготовок: одно - и многоместные приспособления (соответственно на рис. 117,6 и
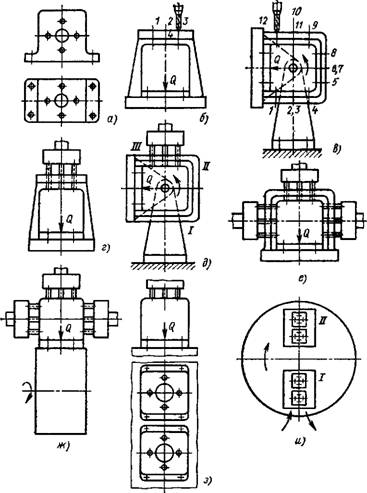
Рис. 117. Типовые схемы компоновок станочных приспособлений
117, з, и). Признак влияет на компоновку и конструкцию приспособления.
Признак 2 — по числу используемых инструментов: (одно- и миогоинструментные приспособления (соответственно на рис. 117, в и на рис. 117, г). Вид, размеры и расположение инструментов влияют на конструкцию приспособления. При одновременном использовании нескольких инструментов требуется усиленное закрепление заготовки и расширение рабочей зоны для их размещения. По единовременному использованию нескольких инструментов приспособления можно разделить на одно - и многосторонние (соответственно на рис. 117, г и 117, ё). 180
Признак 3 — по порядку Применения инструментов и расположения заготовок: приспособления для последовательной (рис. 117, в), параллельной (рис. 117, г) и параллельно-последовательной (рис. 117, д) обработок. Этот признак может оказать влияние на компоновочные и конструкционное решения в части размещения установочных, зажимных и поворотных элементов приспособления.
Кроме приведенных, рассмотрим дополнительные признаки классификации станочных приспособлений.
Признак 4 — по числу позиций, занимаемых заготовкой по отношению к инструменту: одно - и многопозиционные (соответственно на рис. 117, г и 117, в). Многопозиционные приспособления, в свою очередь, могут быть использованы для последовательного выполнения технологических переходов обработки (рис. 117, в) и для параллельной обработки, когда на различных позициях совмещаются Go времени обработка с установкой и снятием заготовки (рис. 117, и).
Признак 5 — по степени непрерывности обработки: приспособления для дискретной и для непрерывной обработки. В последних установка и снятие заготовок происходит без остановки станка, а затраченное на это время перекрывается основным временем. Схема работы такого приспособления показана на рис. 117, ж.
Признак 6 — по участию человека в обслуживании приспособлений: ручные, полуавтоматические и автоматические.
Можно иметь большое количество различных схем приспособлений, сочетая рассмотренные признаки. Переходя от одноместных, одноинструментных приспособлений последовательного действия к многоместным, многоинструментным приспособлениям с параллельным выполнением - переходов обработки и приспособлениям многопозиционного типа, можно на одном, и том же станке многократно повысить производительность обработки заготовок небольших размеров. Концентрируя обработку на приспособлениях последнего типа, можно сократить число операций, уменьшить число станков и производственные площади. Применяя приспособления автоматического типа, высвобождают рабочую силу в результате более широкого внедрения многостаночного обслуживания. Использование этих приспособлений во многих случаях позволяет автоматизировать производство на базе дешевых универсальных станков, что дает соответствующий экономический эффект.
В предложенной технологом схеме приспособления должен быть четко указан принцип его действия. Выбор типа и степени автоматизации приспособления обосновываются заданной производительностью, точностью обработки и условиями многостаночного обслуживания. Производительность оценивают в первом приближении по величине оперативного времени обработки. В табл. 17 приведены формулы для расчета оперативного времени при различных компоновочных схемах приспособлений для сверления п одинаковых отверстий в каждой из K сторон (K = 3) небольшой корпусной детали (см. рис. 117, а).
Общая последовательность работы САПР представлена на рис. 6.13.
Подготовка к проектированию. Исходными данными для проектирования служат математические модели узла и отдельных деталей. В автомобильной промышленности они часто создаются в «тяжелых» графических системах, например в САТ1А, а их передача в автоматизированную систему проектирования приспособлений производится через IGES-транслятор AutoSurf. Кроме того, в состав исходных данных должны входить:
Рис. 6.13. Общая последовательность работы САПР:
ТЗ — техническое задание; ССП — сборочно-сварочное приспособление;
УФ — узлы фиксации
• техническое задание на проектирование;
• рабочие чертежи узлов и входящих деталей;
• технологический процесс сборки-сварки;
• принципиальная схема приспособления.
Техническое задание на проектирование должно содержать требования к конструкции приспособления и его отдельным элементам, характеристику энергоносителей (напряжение и род тока, давление воздуха), габаритные размеры, производительность, перечень деталей и сборочных единиц, условия подачи и удаления деталей и изделия, требования к управлению (расположение пульта, необходимость дистанционного управления), требования по технике безопасности; эргономические требования.
Кроме того, техническое задание может содержать дополнительные данные, характеризующие режим работы сборочного приспособления, возможность его переналадки, степень механизации и автоматизации; надежность, унификацию и стандартизацию, связь с другими приспособлениями, кинематические условия эксплуатации, требования к маркировке и упаковке, а также экономические показатели использования и сведения об аналогичных приспособлениях, применявшихся на данном или других предприятиях для изготовления похожих сварных узлов.
Разработка схем базирования и карт контроля. Большая интеллектуальная нагрузка выпадает на этап выбора схемных решений, которые определяют качество проекта. При проектировании сборочного приспособления исходят из того, что именно конструкция сварного узла определяет принципиальную схему приспособления. Поэтому разработка принципиальной схемы базирования осуществляются непосредственно на 3£>-модели сварного узла, где указываются места и способы фиксации и закрепления деталей.
В состав технического задания на проектирование могут входить следующие документы:
схема базирования — это комплект документации для разработки приспособления. Основной из них — образ сварного узла, на котором условными обозначениями указаны места, способы и устройства фиксации и крепления всех деталей и подузлов для обеспечения его заданных размеров с учетом всей гаммы технологических факторов и ограничений, действующих на приспособление в процессе эксплуатации. В комплект также входят сечения собираемого узла с обозначением формы контактных поверхностей блочков;
карта контроля — комплект документации для разработки контрольного приспособления, где кроме данных схемы базирования дополнительно внесены сведения о контролируемых размерах формы детали или узла и расположения отверстий;
принципиальная схема приспособления отличается от схемы базирования наличием дополнительных сведений о способах и устройствах для установки, манипулирования и съема деталей и узлов.
Поверхность детали, на которую она устанавливается при сборке под сварку в определенном положении относительно сборочно-сварочного приспособления и сварочного инструмента, называют установочной базой. Сборочная база — совокупность поверхностей, линий и точек, которая определяет положение детали относительно других деталей в изделии или сборочной единице. Конструктивной базой приспособления называют совокупность поверхностей, линий и точек, от которых задаются размеры и положения других деталей и сборочных единиц при разработке конструкции.
Для базирования детали, имеющей развитые плоскости и цилиндрические поверхности, необходимо и достаточно шести опорных точек. Элементы с криволинейными поверхностями сложной формы, а также нежесткие элементы базируются в приспособлениях с помощью ложементов. Детали узла могут частично или полностью базироваться по другим элементам сварной конструкции.
Ввиду сложности пространственных форм кузовных узлов невозможно формализовать процесс создания схемы базирования, который заключается в указании зон предпочтительного размещения узлов фиксации. На схеме базирования отмечаются размеры, которые следует соблюсти с особой точностью. В качестве установочных баз предпочтительно использовать механически обработанные поверхности или отверстия деталей. При размещении упоров установочных баз надо следить за тем, чтобы не происходило защемления в приспособлении собранного и прихваченного изделия и обеспечивался его свободный съем. В связи с этим отдельные собираемые под сварку детали целесообразно размещать так, чтобы их ожидаемые перемещения от сварочных деформаций были направлены не к упорам, а в сторону от них. В противном случае усадочные сварочные деформации с огромными усилиями после сварки заклинят сваренное изделие в жестких базовых упорах сварочного приспособления. Прижимы деталей стремятся располагать в непосредственной близости от базовых упоров. Желательно, чтобы в проектируемом сборочном приспособлении было минимальное количество типов прижимов (лучше один-два). При этом прежде всего используют стандартизованные конструктивные элементы и только в случае необходимости — оригинальные решения.
Рациональный выбор базовых поверхностей и элементов фиксации — важнейший фактор, определяющий качество сварного изделия.
Определение мест базирования и фиксации поверхностей сварного узла выполняется конструктором на этапе формирования прототипа проектируемого приспособления в соответствии со схемой базирования. Поэтому формирование схем базирования и карт контроля должно осуществляться до начала проектирования самого приспособления. Лучше, если это выполняется с помощью соответствующей встроенной подсистемы и точной математической модели сварного узла специализированным технологическим подразделением, например лабораторией собираемости и метрологии. По сути дела, именно это подразделение должно выполнять непосредственную разработку прототипа приспособления.
Условные обозначения опор (неподвижных, подвижных, плавающих, регулируемых), а также зажимов одиночных и двойных регламентируются ГОСТ 3.1107—81 и стандартом предприятия. Библиотека условных обозначений элементов приспособлений присутствует в системе и открыта для пользователя.
Разработка схемы базирования выполняется в такой последовательности:
• собираемый под сварку узел представляется схематически в виде конту ров с проемами путем обработки его 3£>-образа;
• на схему наносят условные обозначения фиксирующих, пробивных и контрольных элементов после выбора их типов и мест установки на узле;
• выполняются сечения в заданных местах узла и относительно них изображается форма контактных поверхностей сухарей;
• полученные схемы дорабатывают (наносят размеры, выноски, дополнительные обозначения и т. п.) и включают в состав технического задания.
Основу рассматриваемой здесь концепции автоматизированного проектирования сборочно-сварочных приспособлений составляет принцип двухэтапного решения отдельных проектных задач. На первом этапе создается условное упрощенное представление принимаемого решения (прототип схемы, конструкции). С его помощью часто решается большой комплекс взаимосвязанных с проектируемым объектом задач. После их успешного решения уже на втором этапе наброски и, самое главное, привязка данных реализуются при окончательном (реальном) проектировании разрабатываемого объекта. И первый этап — создание прототипа, — и второй — проектирование объекта — реализованы путем создания самостоятельных подсистем САПР.
В подсистеме подготовки прототипа оснастки расстанавливаются в виде плит-параллелепипедов прототипы кондукторной плиты и узлы фиксации относительно свариваемой конструкции, а также выполняются сечения вдоль граней прототипов узлов фиксации. Таким образом, определяются места расположения узлов фиксации на плите, а также геометрия фиксируемых поверхностей в этих местах. Поочередное формирование геометрии самих узлов фиксации относительно сечений и их сборка воедино в приспособление осуществляются позже.
При создании прототипа оснастки задается уровень размещения сварного узла над конду кторной плитой. Особенно это важно для контактной точечной сварки, когда необходимо обеспечить свободный доступ нижнего электрода сварочных клещей к свариваемому изделию. Далее формируется прототип кондукторной плиты, расстанавливаются прототипы прижимов и выполняются необходимые сечения сварного узла в зонах базирования и закрепления собираемых деталей.
Подсистема проектирования прототипов содержит программные средства, которые позволяют осуществить следующие операции:
1) вызвать на экран монитора образ узла и разместить его соответствующим образом;
2) построить нормали к поверхности узла в местах приложения усилия закрепляющих элементов;
3) создать и вставить в модель прототип кондукторной плиты;
4) расставить прототипы прижимов в соответствии со схемой базирования с использованием или без использования нормалей к поверхности узла;
5) получить сечения сварного узла в зонах прототипов прижимов и сохранить результаты работы.
Перечисленные пять групп операций выполняют с помощью специальных меню, пиктограмм, курсора мыши, в том числе с использованием стандартных функций графических пакетов и операционных систем (выбрать, передвинуть, удалить, записать полный объем информации в соответствующие каталоги на диске). Подробное описание работы подсистемы приведено на примере проектирования конкретного сборочно-сварочного кондуктора в § 6.4.
После того как загружен подготовленный ранее свариваемый узел, заданы габаритные размеры и пространственное положение прототипов одной или нескольких кондукторных плит и, таким образом, определены системы координат, в которых производится проектирование узлов фиксации, можно задать габаритные размеры и пространственное положение прототипов других элементов на каждой кондукторной плите. Прототип элемента (узел фиксации, силовая головка, контрольная поверхность) представляет собой определенный параллелепипед в системе координат заданной плиты и определяет «чертежную плоскость» элемента при подготовке документации по проекту.
Для удобства позиционирования любых элементов на кондукторной плите автоматически выполняется построение сетки плаза. При этом система запрашивает плоскость проекции сетки и ее шаг. Изображение сетки плаза показано на рис. 6.14. Сетку плаза можно наблюдать в трех плоскостях (в каждой плоскости отдельно или одновременно в нескольких).
Проектирование любого изделия, в том числе и приспособлений, включает разработку комплекса технической документации, содержащей чертежи, расчеты, технико-экономические обоснования и другие материалы, необходимые для производства изделий.
Проектирование осуществляется по стадиям и завершается созданием конструкторской рабочей документации, по которой и изготовляется изделие.
Установлены стадии разработки конструкторской документации (рис. 9).
Рис. 9. Стадии разработки конструкторской документации
Таким путем могут разрабатываться и приспособления. Однако на практике при проектировании приспособлений, как правило, ограничиваются разработкой технического проекта и конструкторской рабочей документации.
Задание на проектирование приспособления разрабатывает технолог. Перед началом конструирования приспособления задание рассматривается совместно технологом и конструктором, после чего оно выдается либо в виде операционного эскиза с технологической картой, либо в виде чертежа детали с необходимыми указаниями. В том и другом случае конструктор получает информацию об уже обработанных и обрабатываемых на данной операции поверхностях заготовки, а также о типе станка и режимах резания. Часто в задании указываются базы для базирования заготовки в приспособлении на данной операции, а также схемы ее закрепления.
Рассмотрим последовательность проектирования приспособления и содержание его отдельных этапов (рис. 10).
Выбор группы приспособления в зависимости от типа производства осуществляется перед началом его конструирования. В условиях массового и крупносерийного производств используются специальные приспособления, в средне- и мелкосерийном, а также в единичном – переналаживаемые. Выбор наиболее экономически целесообразной группы должен производится на основе соответствующих экономических расчетов.
Выбор способа установки приспособления на станке также должен предшествовать началу его конструирования, так как от этого в некоторой степени зависят схема закрепления заготовки и конструкция зажимных устройств, а также общая компоновка приспособления.
Рис. 10. Последовательность проектирования станочного
приспособления
Выбор баз и способа базирования заготовки. Базы могут быть указаны технологом, например, на операционном эскизе или выбираются конструктором. Для выбранных баз конструктор разрабатывает способ базирования заготовки, руководствуясь правилом ориентирования заготовок группой баз.
Выбор точки приложения и направления зажимного усилия производится обычно одновременно с выбором способа базирования. Необходимость согласования схемы закрепления и способа базирования заготовки обусловлена стремлением учесть многие факторы, влияющие на точность обработки, надежность закрепления, компактность приспособления, удобство установки и снятия заготовки и т.д.
Выбор конструкции опорных элементов осуществляется с учетом выбранного способа базирования по рекомендациям, приведенным в справочниках по приспособлениям, ГОСТах и отраслевых нормалях. Как правило, следует использовать стандартные и нормализованные опорные элементы.
Выбор контактного элемента, силового механизма и привода производится с учетом конкретных условий выполнения данной операции. При этом исходными данными для выбора служат: величина зажимного усилия Q; тип производства; размеры и конфигурация заготовки; характер выполняемой операции. Ручные зажимные устройства, требующие больших затрат вспомогательного времени на закрепление заготовки, используют в единичном и мелкосерийном производствах. Ручные устройства с эксцентриковыми механизмами не следует применять в приспособлениях, предназначенных для станков, где приспособление с заготовкой вращается, так как под действием инерционных сил, приложенных к рукоятке эксцентрика, зажимное устройство может раскрепиться.
Для крупносерийного и массового производств предназначены зажимные устройства с быстродействующими приводами (пневматическими, гидравлическими и т.п.).
Кроме того, необходимо учитывать и правила техники безопасности. В частности, суммарные расчетные усилия зажимных элементов приспособлений должны превышать максимальные силы резания не менее чем в 2,5 раза; самотормозящиеся эксцентриковые быстродвижущиеся устройства допускается применять при развиваемом расчетном усилии зажима, не превышающем 220 Н (22 кгс), а гайки-барашки и гайки-звездочки – при усилии зажима не более 100 Н (10 кгс).
При выборе конструктивной схемы силового механизма и всего зажимного устройства рекомендуется пользоваться справочниками и др.литературой по приспособлениям, где приведено большое количество апробированных конструкций, обладающих надежностью, высокой производительностью и удобством эксплуатации. Многие из них нормализованы и включены в отраслевые нормали. Использование нормализованной конструкции зажимного устройства дает возможность сократить сроки проектирования приспособления, повысить его надежность и производительность.
Выбор направляющих элементов для инструмента производится в зависимости от конкретных условий выполнения операции. Так, элементы, применяемые в приспособлениях для направления и координации инструмента, могут выполнять различные функции. В одних случаях они только предотвращают увод инструмента во время работы. В других случаях рассматриваемые элементы выполняют одновременно две функции: предотвращают увод инструмента и придают ему требуемое расположение относительно приспособления. К таким элементам относятся кондукторные втулки в сверлильных и направляющие в расточных приспособлениях.
Рассматриваемые элементы могут также предназначаться только для придания инструменту точного положения относительно приспособления. К таким элементам относятся установы для фрез и копиры во фрезерных приспособлениях.
Разработка компоновки приспособления осуществляется на уровне технического проекта. В большинстве случаев выполненная опытным конструктором компоновка после соответствующих согласований и некоторой корректировки оформляется как сборочный чертеж приспособления.
Необходимо иметь в виду, что сборочные чертежи приспособлений следует выполнять в масштабе 1:1. Обрабатываемую заготовку необходимо изображать на них во всех проекциях (а в ряде случаев – и режущий инструмент). Это продиктовано стремлением предотвратить возможные ошибки при конструировании приспособления из-за выбора несоразмерных элементов конструкции, недоучета требований удобства и снятия заготовки и др.
Чертеж компоновки должен содержать необходимое число проекций и разрезов, благодаря которым можно было бы получить полное представление об устройстве и принципе действия приспособления. Для осуществления поверочного расчета точности обработки на чертеже должны быть проставлены все используемые при расчете размеры элементов приспособления с допусками, а также указаны предельные отклонения формы и расположения его поверхностей (опорных элементов относительно посадочных поверхностей, направляющих элементов относительно опорных и т.д.).
Чертеж рекомендуется начинать с изображения обрабатываемой заготовки, а затем дополнять его изображением опорных элементов и зажимных устройств в соответствующих положениях относительно заготовки, направляющих элементов для режущего инструмента и оформлением корпуса приспособления. Обрабатываемую заготовку удобно изображать тонкими линиями красным карандашом с разрезами для выявления способа ее базирования и закрепления. На чертеже за главный принимается вид приспособления, установленного на столе станка и наблюдаемого со стороны рабочего места.
Читайте также: