
Формы для литья игрушек
Обновлено: 17.05.2024
Силиконовую форму для отливки мыла, свечей, гипсовых или восковых фигурок - можно сделать и без дорогих компаундов. Этот способ я использую уже больше 5 лет, у него, безусловно, есть и плюсы, и минусы. Буду останавливаться подробно на каждом этапе, возможно, мой опыт пригодится вам.
Итак, все материалы для формы - силиконовый герметик и картофельный крахмал. Дешево и сердито - главный плюс этого способа. Выдавливаем герметик в пакет с крахмалом частями, точных пропорций нет, т.к. это напрямую зависит от марки силикона.
каждый гермерик дает свою густоту. У меня на 100г крахмала ушло 5 ст.л герметика марки "момент" примерно
Нужно добиться консистенции мягкого теста, которое не липнет к рукам. Вымешивать нужно обязательно в пакете, иначе от рук массу будет очень сложно оторвать. Проверено, так сказать.
Когда масса к пакету перестала липнуть - можно вымешивать руками. На все манипуляции с этого времени у вас есть минут 30 - не больше. Если застывание обычного жидкого силикона нужно ждать сутки, то форма из такой массы схватывается полностью за 30-40 минут. И это еще один плюс. Масса получается бархатистая, приятная, с ней легко работать.
В качестве фигурки для отливки подойдет все, что угодно: пластиковые игрушки, монетки. Массой можно сделать точный оттиск любой фактуры. Но масса довольно густая, не получится просто залить, как компаундом - это минус.
Мне нужна была форма для отливки магнитов из гипса в форме собачек , поэтому прототипы я просто слепила из пластилина и положила на гладкую поверхность.
Облепляем фигурку силиконовой массой, плотно прижимая ее к фигурке, с которой нужно снять форму.
Удобно делать это на плоской прозрачной поверхности, чтобы точно видеть: пустот и пузырей не осталось.
После того, как фигурка облеплена - переворачиваем форму на плоскую поверхность и прижимаем ее. Это нужно для создания площадки, на которой будет в дальнейшем при отливке стоять сама форма. И в этом еще один минус данного способа: компаунд можно просто налить в форму, а тут - придется форму будущего дна создавать руками. Зато - никаких пузырей и необходимости выгонять их при помощи вибрации, как в случае с жидким силиконом - нет.
Формочки мои застыли быстро. Легко отделились от них и даже не пострадали - пластилиновые прототипы.
Можно сразу отливать в них гипс, что мы и сделали.
Вот что получилось в итоге: гипсовые фигурки, отлитые в формочках, легко достаются, не ломаются. Расписывали мы их с детьми акриловыми красками и покрываем лаком. Вместо гипса можно использовать жидкие пластики для отливки, эпоксидные смолы, воск, парафин и т.д. Единственное, что я бы не стала в них делать -
- это отливать пищевые продукты (шоколад, леденцы, лед), для этих целей есть жидкий пищевой силикон, который абсолютно безопасен. С ним мы с сыном экспериментировали вот тут , формочки для карамелек делали.
Надеюсь, мой опыт вам пригодится! Яркого творчества! До новых встреч на канале "Живые вещи"
Хочу поделиться с вами информацией о том, как сделать гипсовую форму для отливки однотипных объёмных изделий.
Для этого нам понадобится сама модель, я слепила енотика из модельной массы, вы можете взять любое твердое изделие. Если делайте форму в первый раз, желательно взять что-то максимально простое, полностью симметричное.


Теперь необходимо посмотреть как разделить модель. Если она полностью симметричная, то просто делим ее пополам, если же в ней присутствуют так называемые замки (места которые будут цеплять форму, не дадут ей отделиться от модели), то делим на 3 и более части.
В моем случае такие «замки» присутствуют на хвосте енота, поэтому мы визуально делим форму на 3 части, первая — полностью лицевая часть, а 2 и 3, это задняя сторона, разделенная пополам.
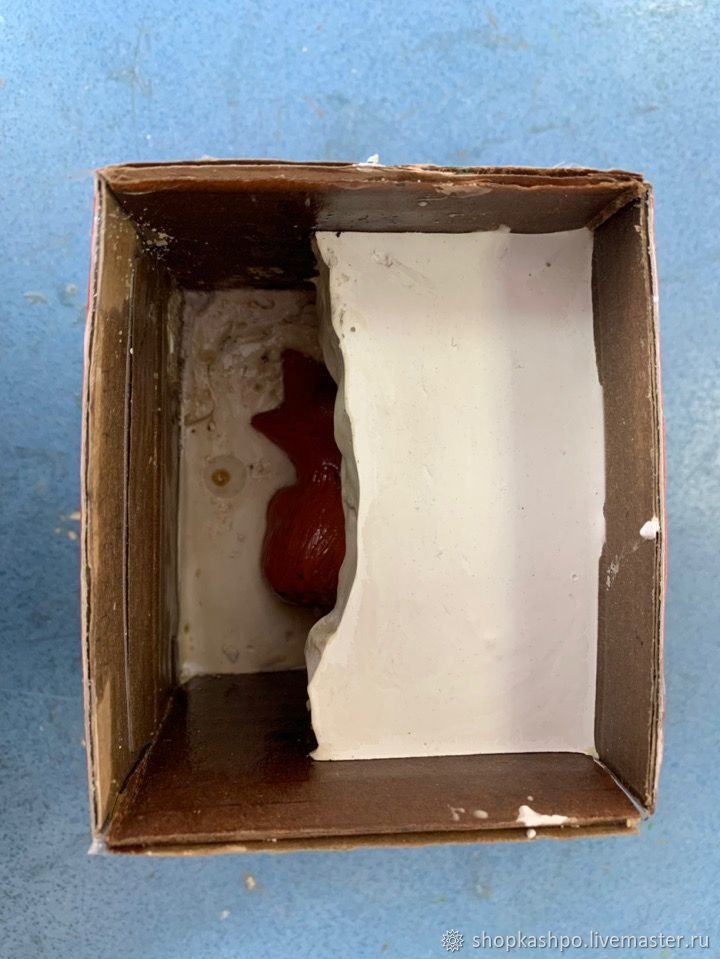
Далее берем емкость, которая будет немного больше нашей формы в объеме, в моем случае это обычная картонная коробка, ее дополнительно обматываем скотчем, чтобы не пролился гипс и смазываем маслом, чтобы потом было легко извлечь форму, лицевую часть енота тоже смазываем маслом (еще можно использовать вазелин).

Следующим этапом замешиваем в отдельной емкости гипс с водой в пропорции 1:1, масса нужна примерно такая, чтобы можно было заполнить половину коробки. При замешивании гипса, сначала залейте воду, а потом сам гипс в емкость для смешивания и тщательно все перемешайте, чтобы не оставалось комков. После этого аккуратно вливаем гипс в нашу коробку тоненькой струйкой, чтобы избежать пузырей. Как только гипс начинает твердеть, опускаем в него енотика, лицевой частью, которая смазана маслом.

Оставляем форму минимум на 30 минут и ждем, пока гипс застынет.
После этого в не залитой гипсом части делаем стенку из пластилина, чтобы разделить модель еще на 2 части. Все тщательно смазываем маслом.
Аналогичным способом заливаем вторую часть, ждем, пока застынет, потом все снова смазываем маслом и заливаем 3 часть.
Когда форма подсохнет, убираем с нее стенки из картонной коробки и максимально аккуратно извлекаем нашего енота. Если форма была сделана правильно, то мы легко достанем из нее модель.
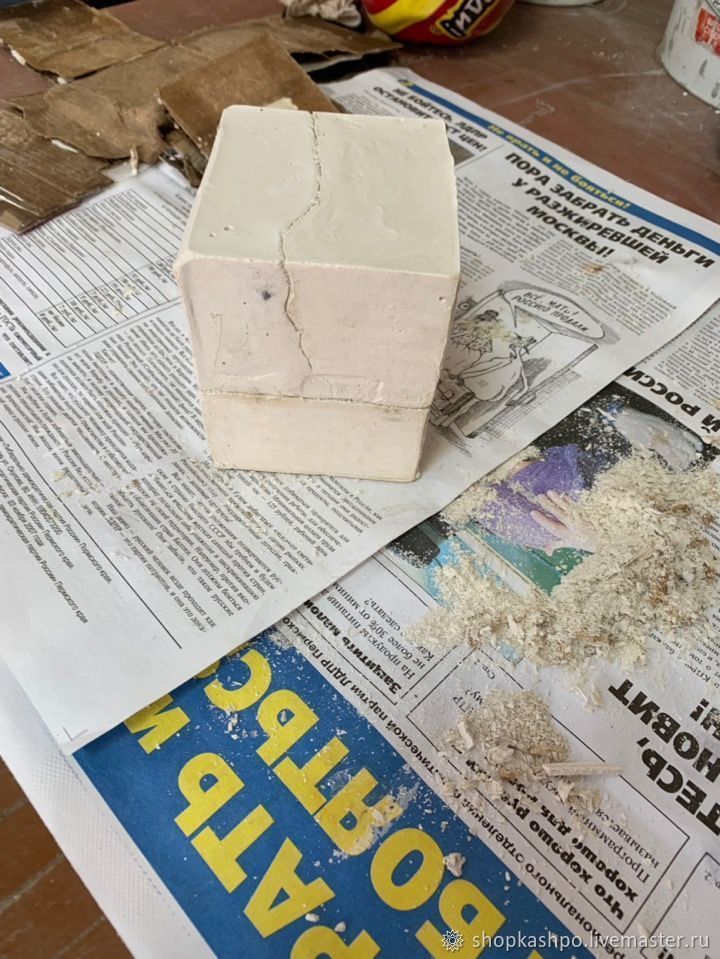

После этого отмечаем и вырезаем ножиком отверстие, куда будет проникать материал для заливки. С формы кисточкой удаляем все лишнее и оставляем ее сохнуть

После того как форма хорошо просохла мы приступаем к заливке самого изделия, для этой цели я буду использовать шликер-водная суспензия на основе глины.
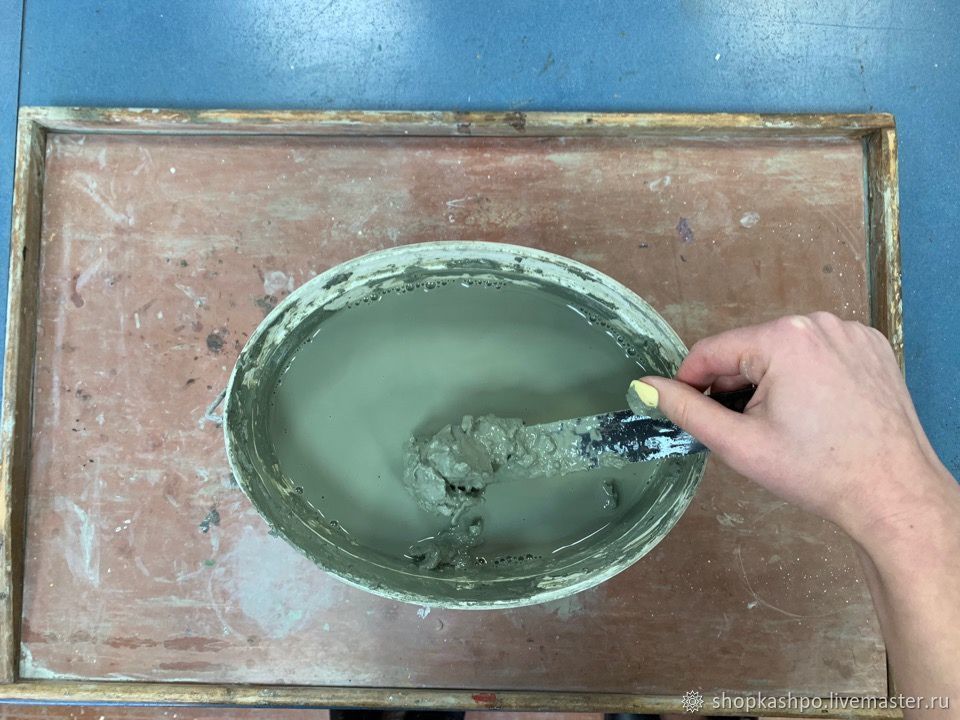
Далее переходим к заливке шликера в гипсовую форму, все три части гипсовой формы хорошо скрепляются проволокой, в отверстие заливается шликер, его подливают до того момента, пока не образуются стенки фигурки нужной нам толщины, после этого оставшийся шликер сливают.

Шликер в форме необходимо оставить минимум на сутки, пока стенки будущей фигурки не подсохнут, затем необходимо аккуратно достать фигурку и обработать.
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.

Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
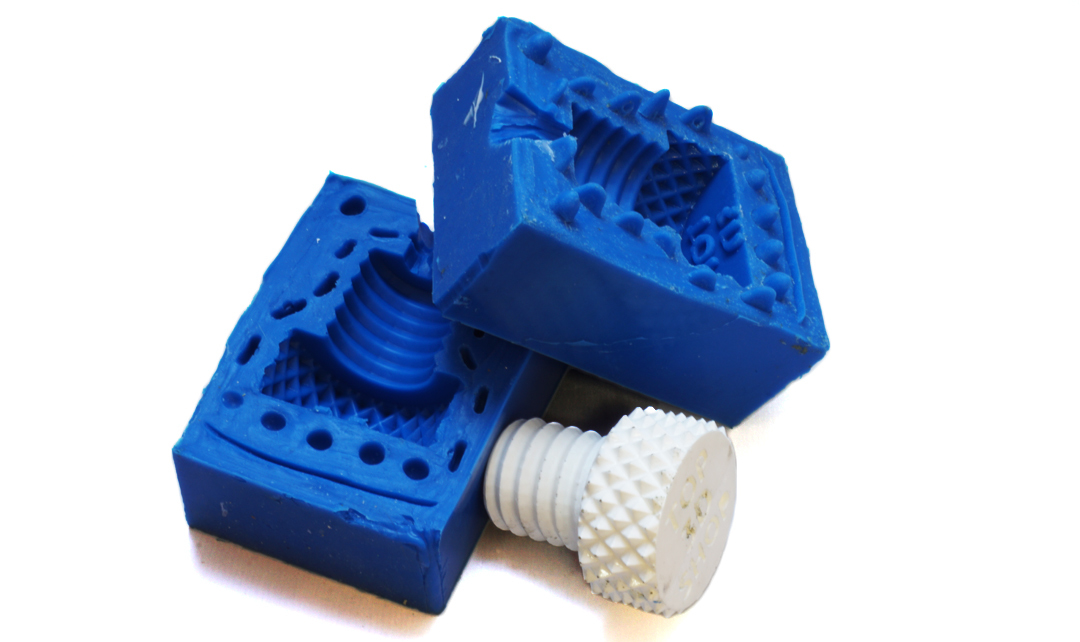
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
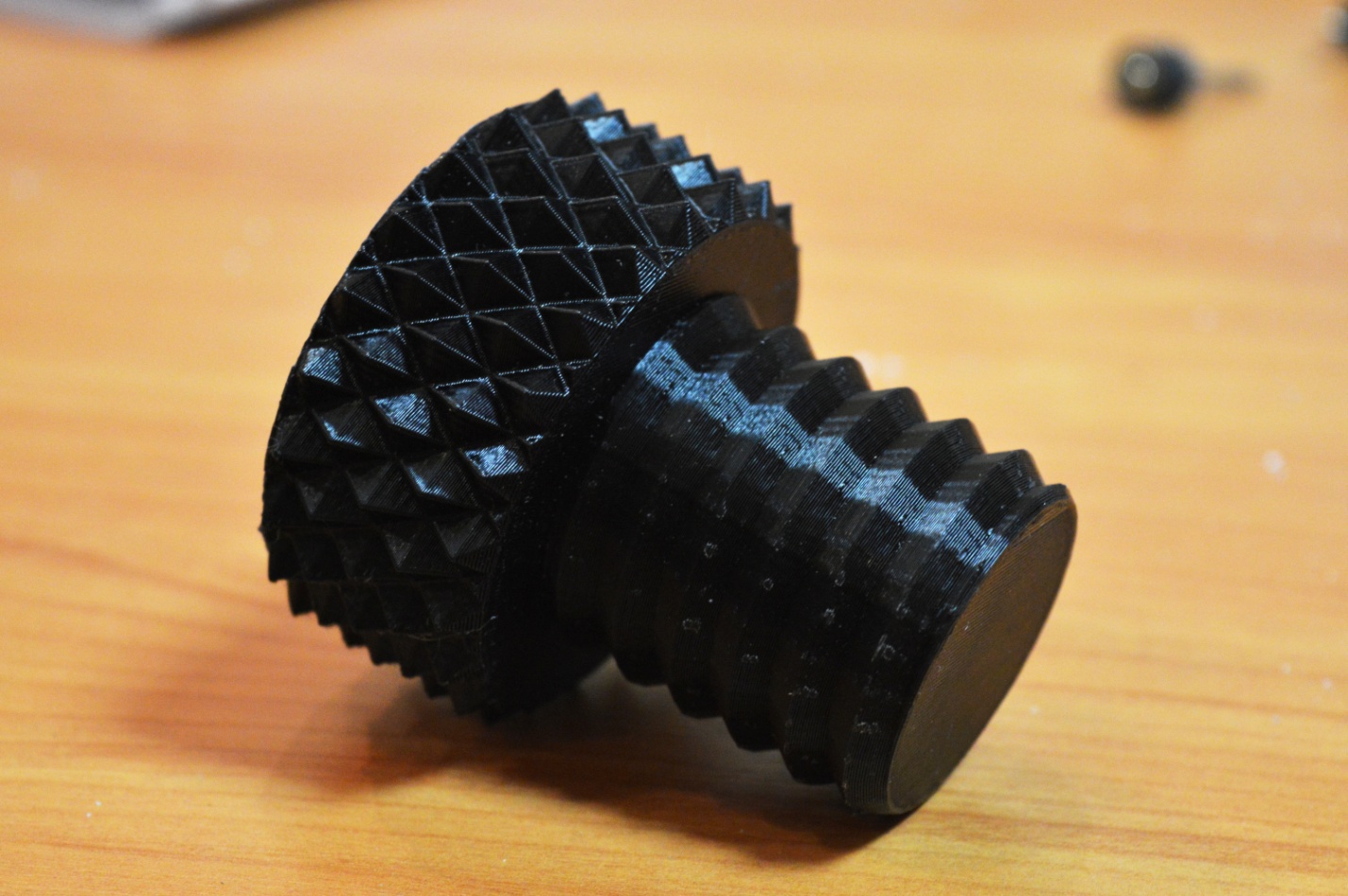
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

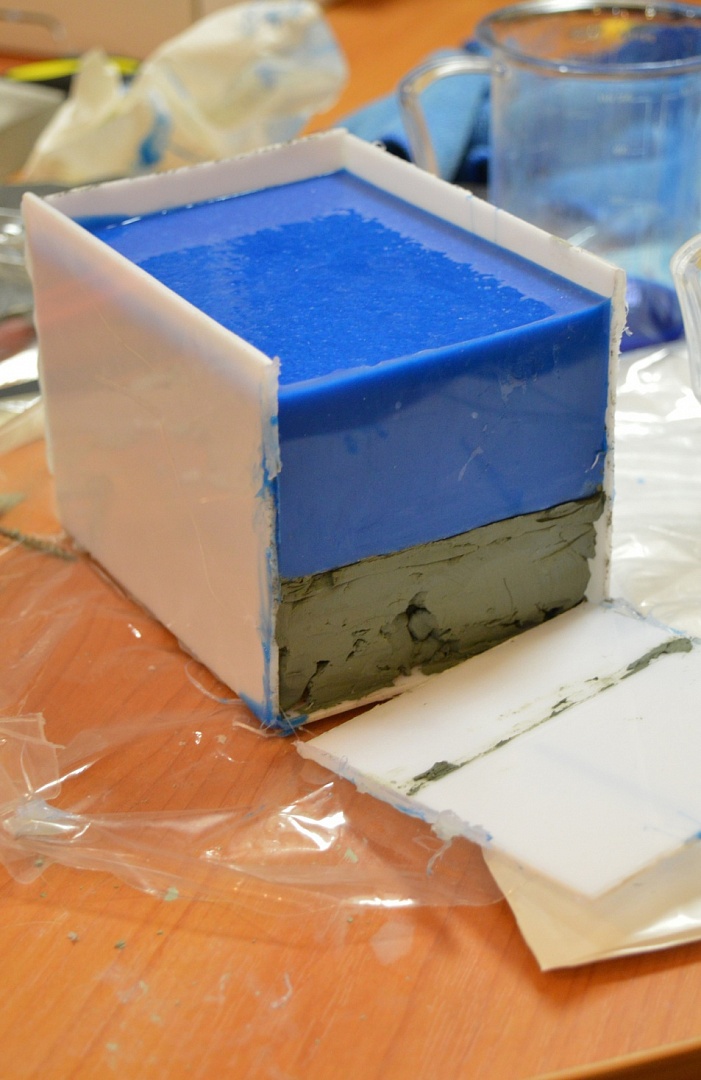
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

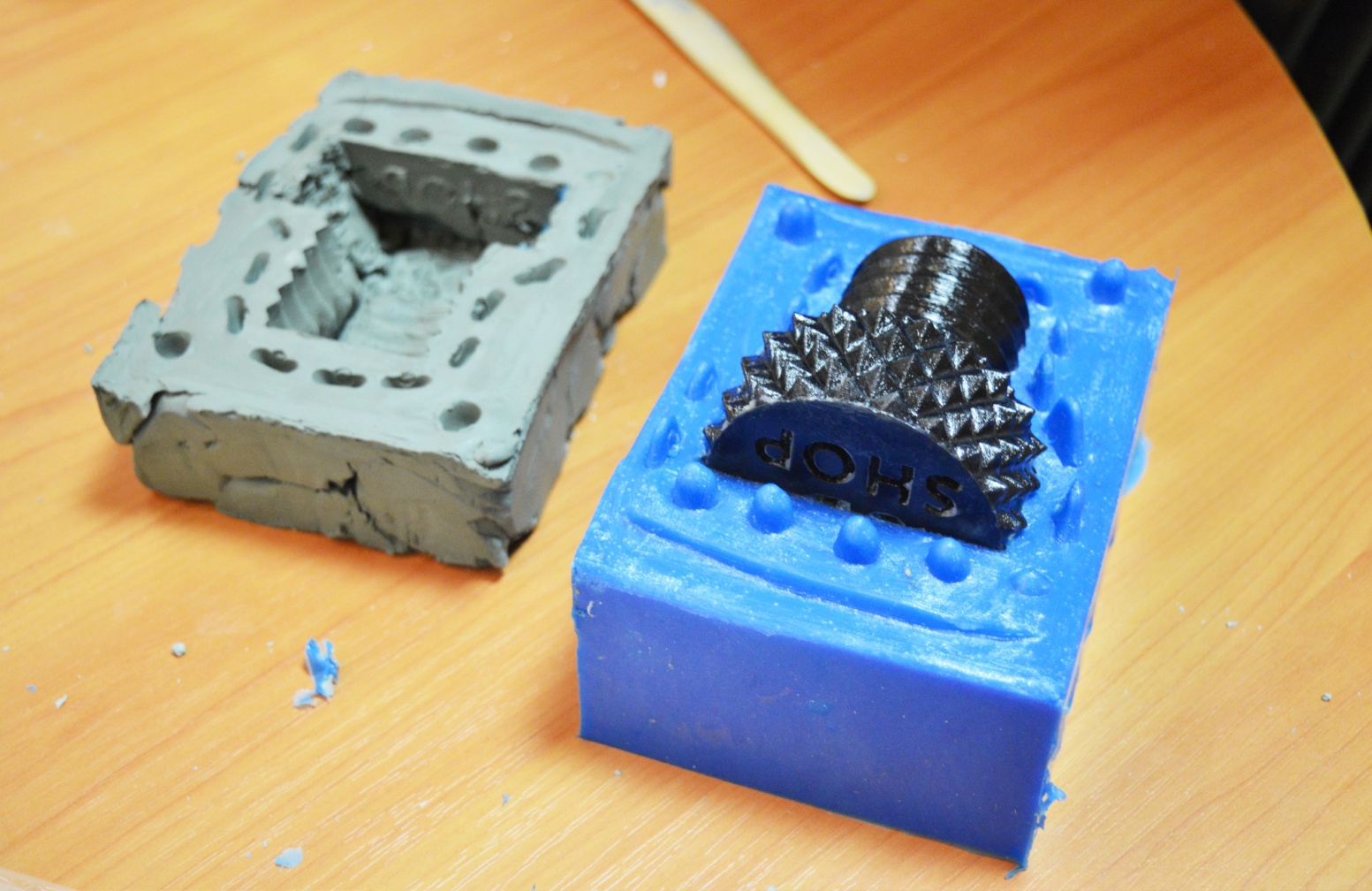
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
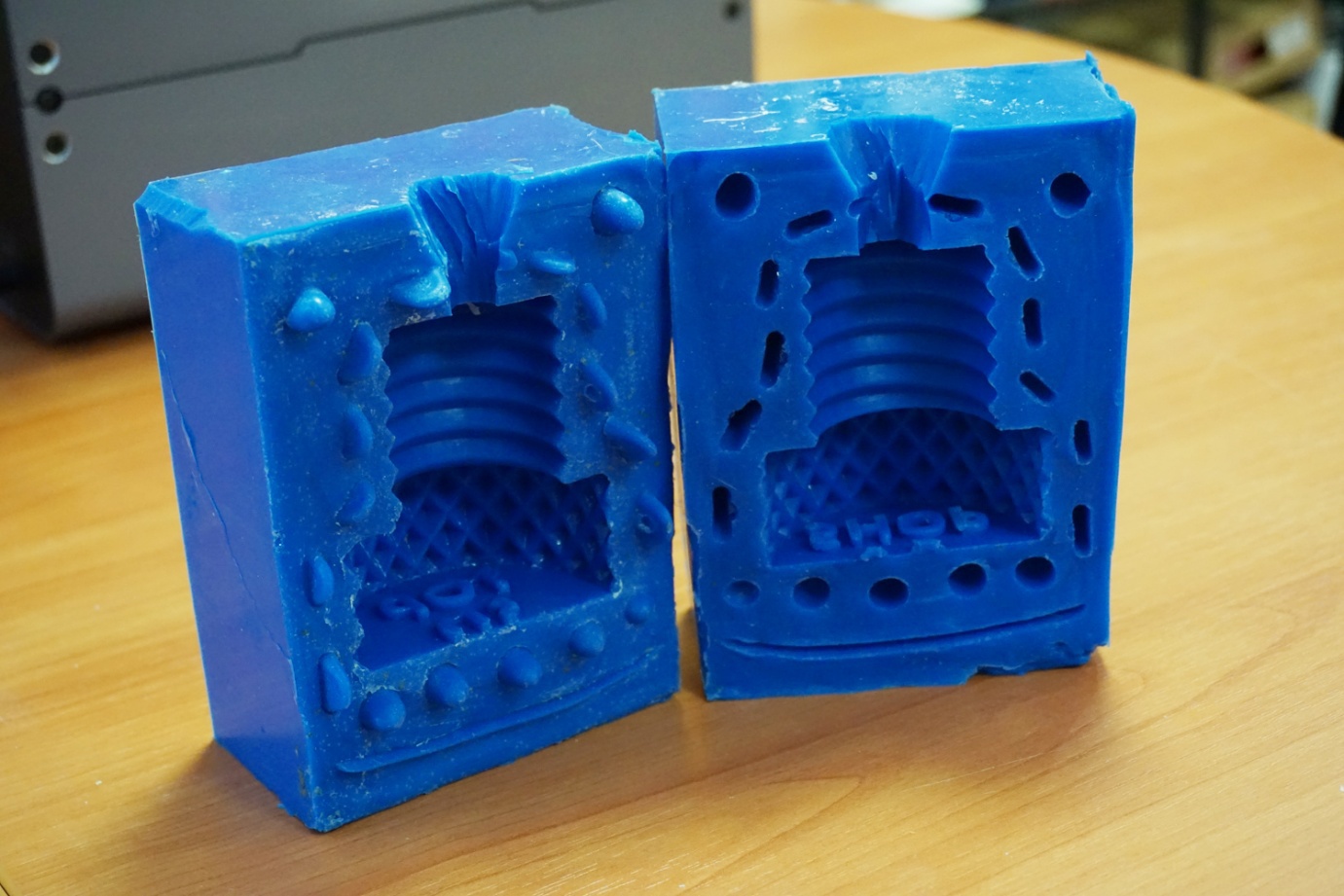
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Будьте в курсе новостей, скидок, новинок и выхода полезных статей от нашего клуба Цветное — подпишитесь на рассылку!
Подтверждаю согласие на обработку персональных данных
Молды или формы из силикона – это универсальная отливочная модель, внутрь которой помещается материал, застывающий с течением времени. Молды являются неотъемлемой частью работы в разных творческих методиках, с разными материалами.
Для чего используются силиконовые молды?
- в пищевой промышленности: кондитеры создают с помощью молдов конфеты, шоколад или оригинальный декор;
- для эпоксидной смолы: из неё создаются интерьерные украшения, бижутерия и т.д.;
- для приготовления мыла: многие формы идеально подходят для создания мыла оригинальной, креативной формы;
- для отливки нестандартных свечей ручной работы.
Важно отметить, что молды для пищевой промышленности, в частности, кондитерской, изготавливаются из специального пищевого силикона, который гарантированно не выделяет в пищу токсичных компонентов, не обладает запахом и т.д.
Основные преимущества применения молдов:
- гибкость и эластичность;
- возможность многоразового использования;
- простота эксплуатации и долговечность, износостойкость материала.
Варианты форм
Силиконовые молды отличаются по размеру и форме:
- стандартные формы: треугольники, прямоугольники, молды круглой формы, сферы, полусферы, овалы;
- оригинальные формы: цифры, буквы, животные, растения и т.д.;
- заготовки для отливки: молд для изготовления броши, дверных ручек, мыльницы и т.д.
Особенности работы с молдами
- молд перед работой должен быть сухим и чистым;
- чтобы избежать перекоса готовой модели, молд должен устойчиво помещаться на ровной и плоской поверхности;
В онлайн-гипермакете «Цветное» вы найдёте большой ассортимент молдов на любой вкус. С их помощью вы легко создадите настоящие шедевры из любого материала. Оформляйте заказ – и не сдерживайте свою фантазию!
Изготовление силиконовых форм по вашим эскизам, рисункам, чертежам и фотографиям.
Мы оказываем услуги по изготовлению силиконовых форм на заказ в Москве, и с доставкой по РФ по доступным ценам. Мы работаем только с качественным силиконом производства США и Германии.
Для пряников, печения, шоколада, и другой кондитерской продукции, мыла, свечей, садовой скульптуры, эпоксидной смолы, литьевого пластика, воска, гипса, литьевого камня бетона легкоплавких металлов, и т.п.
Если у Вас нет модели для снятия формы мы разработаем и изготовим ее по вашим эскизам, рисункам, чертежам или фотографиям, сделаем макеты, миниатюры, прототипы.
Кондитерские Силиконовые формы

Модель, силиконовая форма и выпеченный тульский пряник

Рисунок, силиконовая форма и Бабочка из помадки
3d Компас, 3d печать ABS Силикон пищевой на платиновой основе (производство ФРГ) Помадка кондитерская

Модель, силиконовая форма штамп и пирожное часы
3d Компас, 3d печать ABS Силикон пищевой на платиновой основе (производство ФРГ) Помадка кондитерская, бисквит, глазурь

Кондитерская силиконовая форма Соты 600 х 400
Силиконовая форма и отлитый шоколад

Эскиз и силиконовая форма основания кекса

3d Модель и выпеченный кулич
3d Компас, 3d печать ABS Силикон пищевой на платиновой основе (производство ФРГ) Тесто, помадка обсыпка

Вырубка и готовое печение
Силиконовые формы для мыла

Модель и силиконовая форма
Модель и форма Мыло Шар с цветами и с мыло с логотипом
Мастеродель и силиконовая форма Мыла Хорек
Модель Мыла Шупошкар
3d Модель набор мыла КРЫМ

3d Модель мыла Китти

3d Модель ягод для силиконовых форм

Силиконовая форма основы для медалек из мыла
Силиконовые формы для Магнитов и сувенирки

Магнит и силиконовая форма
3d Компас, ZBrush, 3d печать ABS Силикон на оловянной основе (производство США) Литьевой камень, Акриловые краски

Модель и форма и отливка Голова волка 60 мм
3d Компас, ZBrush, 3d печать ABS Силикон на оловянной основе (производство ФРГ), Полимерная смола, окраска

Мастеродель и силиконовая форма Колибри

Модель Медальона Орландо
Отливка и силиконовая форма Спартак 50 mm
Силиконовая форма Богородица 90х70

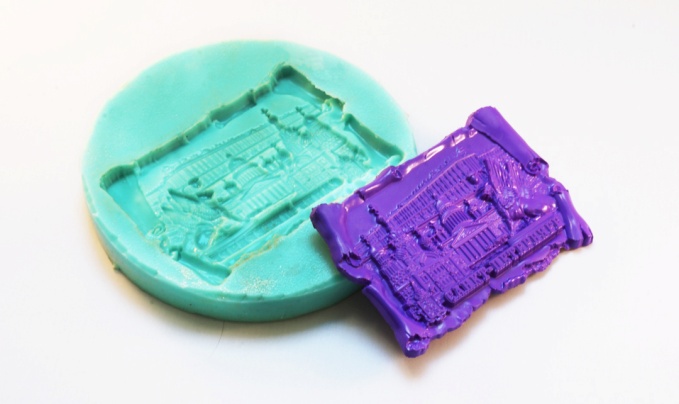
Рисунок, 3d Модель, Мастермодель и Оттиск Сергиев Посад
Объемная этикетка на бутылку 3d Компас, ZBrush, 3d печать ABS Силикон на оловянной основе (производство ФРГ), Полимерная смола,
Читайте также: