
Игрушки из abs пластика
Обновлено: 16.05.2024
Такой материал, как abs-пластик, является довольно популярным и востребованным в производстве многих электронных приборов и техники. При этом в отличие от пластмассы данный материал владеет более высокими эксплуатационными показателями, что объясняется его повышенной стойкостью к механическим повреждениям и защищенностью от факторов внешней среды. Чем же так актуален abs-пластик, и в чем его преимущества?
ОПРЕДЕЛЕНИЕ
ABS пластик (Акрилонитрилбутадиенстирол) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров).
Данный материал являет собой термопластическую ударопрочную смолу, которая на научном языке называется «сополимер акрилонитрил-бутадиен-стирол». Данный материал по своим свойствам напоминает обычную пластмассу. Его окраска обычно бывает с желтоватым оттенком. Однако на мировом рынке часто встречается abs-пластик в прозрачных гранулах. Но в какой бы оттенок он уже ни был окрашен, в любом случае данный материал очень хорошо поддается колорированию, даже если уже имеет определенный оттенок.
Благодаря сочетанию бутадиена и акрилонитрильных материалов со стиролом пластик листовой abs обладает высокими свойствами прочности и эластичности. Таким образом, он может выплавляться в наиболее сложные формы и при этом не терять своих эксплуатационных показателей. Поэтому abs-пластик является одним из самых применяемых в производстве и хозяйстве материалов. Кстати, в промышленности он встречается в виде однородных гранул. На их основе компании и фирмы производят различные композиты, относящиеся к классу специальных полимеров.

СВОЙСТВА
- Непрозрачный (хотя есть и прозрачная модификация — MABS) материал желтоватого оттенка.
- Окрашивается в различные цвета.
- Нетоксичность
- Долговечность в отсутствие прямых солнечных лучей
- Стойкость к щелочам и моющим средствам
- Влагостойкость
- Маслостойкость
- Кислотостойкость
- Теплостойкость 103 °C (до 113 °C у модифицированных марок)
- Широкий диапазон эксплуатационных температур (от −40 °C до +90 °C)
- Растворяется в сложных эфирах, кетонах, 1,2-дихлорэтане, ацетоне.[3]
- Плотность 1.02-1.06 г/см³
Характеристики данного материала существенно не отличаются друг от друга, однако, несмотря на это, в России он маркируется под несколькими названиями. Это сокращенные аббревиатуры «ABS», «АБС», а также различные научные названия типа «Сополимер акрилонитрила, стирола и бутадиена» либо же «АБС сополимер».
Термические, оптические, механические свойства АБС-пластика_ твёрдый, вязкий при температуре до 40°С, обладает ограниченной устойчивостью против атмосферных воздействий, незначительным водопоглощением. Обычный АБС-пластик выдерживает кратковременный нагрев до 90 — 100 оС, т.н. «теплостойкий АБС-пластик» — до 110 — 130 оС.
Максимальная температура длительной эксплуатации: 75 — 80 оС (теплостойкие марки: до 90 — 100 оС). Дает блестящую поверхность (имеются специальные марки с повышенным и пониженным блеском).
Обладает высокой стойкостью к ударным нагрузкам по сравнению с полистиролом общего назначения (GPPS), ударопрочным полистиролом (HIPS) и другими сополимерами стирола. Износостоек. Механические свойства меняются в широких пределах в зависимости от состава сополимера.
Среди основных минусов данного материала стоит отметить его невысокую устойчивость к воздействию солнечных лучей, что может привести разве что к обесцвечиванию поверхности. Также в отличие от полистирола такой пластик имеет невысокие электроизоляционные свойства. Однако наличие этих недостатков не помешало ему уверенно занять лидирующие позиции в списке полимерных материалов для производства различных пластиковых изделий.

СФЕРА ПРИМЕНЕНИЯ
- Детали интерьера и экстерьера автомобиля. Панели приборов и другие детали салона. Решетки радиатора автомобиля. Колпаки автомобильных колес.
- Корпусные детали, работающие в помещении: корпуса телевизоров, радиоприемников, магнитофонов, видеомагнитофонов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники.
- Металлизированные детали бытовой техники и оргтехники тоже зачастую делаются из пластика. Конструкционные детали электротехнического назначения.
- Выключатели, переключатели, корпуса электроинструмента.
- Канцелярские изделия. Настольные принадлежности.
- Игрушки. Детские конструкторы (Лего).
- Чемоданы. Контейнеры.
- Посуда для самолетов.
- Дверные ручки.
- Металлизированная сантехническая аппаратура (вентили, душевые рассекатели, мойки, поддоны, сливные бачки).
- Металлизированные украшения.
- Мебельная фурнитура.
- Фитинги.
- Детали медицинского оборудования. Медицинские принадлежности (гамма-стерилизация).
- Смарт-карты.
По прочности изделиям из пластика ABS нет равных, в подтверждение этому стали результаты испытаний на промышленном предприятии AEROKLAS. С одинаковой высоты на изделия из ABS пластика и стеклопластика был брошен один и тот же тяжелый груз. Результат оказался удивительным: стеклопластик тут же разбился в дребезги, а ABS пластик лишь деформировался, после чего поверхность даже частично вернулась в первоначальную форму.

Один из самых частых вопросов в уходе за обувью это можно ли постирать кеды в домашних условиях без риска испортить их внешний вид? Можно ли стирать кеды в стиральной машине?

На данный момент педиатры разделились на два разных лагеря: тех кто ЗА стерилизацию бутылочек и сосок для маленьких детей и те кто настаивает что это не так необходимо.

Грибок стопы и грибок ногтевой пластины являются болезнями с самым большим процентом рецидивов. Поэтому своевременная диагностика симптомов микоза и онихомикоза поможет избежать ухудшения.
АБС-пластик (АБС, ABS)
АБС-пластик (ABS, Acrylonitrile Butadiene Styrene) — ударопрочный аморфный материал. Отличительные свойства пластика такого типа: теплостойкость 110 °C, выдерживает низкие температуры до -40 °C, дает блестящую поверхность, имеет хорошую химическую стойкость, стоек к щелочам и смазочным маслам, характеризуется пониженными электроизоляционными свойствами, нестоек к УФ-излучению.
АБС-пластик пригоден для нанесения гальванического покрытия, металлизации (имеются специальные марки материала), а также для пайки контактов. Акрилонитрилбутадиенстирол рекомендуется для точного литья. Имеет высокую размерную стабильность. Сушка пластика ABS: в течение от 0,5 до 2 часов при температуре 70–80 °C, в зависимости от производительности сушилки, которую вы решите купить.
Характеристики ABS-материала:
- - непрозрачный (однако есть прозрачная модификация), может окрашиваться в различные цвета;
- - повышенная ударопрочность и эластичность;
- - нетоксичность;
- - долговечность;
- - стойкость к щелочам и моющим средствам;
- - влагостойкость;
- - маслостойкость;
- - кислотостойкость;
- - теплостойкость 103 °C (до 113 °C у модифицированных марок);
- - АБС-гранулы имеют широкий диапазон эксплуатационных температур (от −40 °C до +90 °C).
Примеры применения
АБС-пластик, благодаря своим параметрам и цене, имеет практическое применение для всех отраслей промышленности, особенно для автостроения, машиностроения, приборостроения и т. д. Основные варианты применения пластика ABS: детали пылесосов, вентиляторов, кофеварок, прочих электробытовых приборов, корпусов оргтехники, электроинструментов, переключатели, решетки радиаторов, панели приборов, декоративные колпаки на колеса, детали ручек дверей, багажника и т. д. Широко распространена повторная переработка АБС-пластика.
Синонимы
ABS, (Poly) Acrylonitrile Butadiene Styrene, АБС Акрилонитрил/бутадиен/стирол (Сополимер акрилонитрила, бутадиена и стирола, АБС-пластик, АБС-сополимер).

Акрилонитрилбутадиенстирол, АБС-пластик (химическая формула (C8H8)x· (C4H6)y·(C3H3N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться от 15 до 35 % акрилонитрила, 5 до 30 % бутадиена и 40 до 60 % стирола.
Производство одного килограмма АБС требует эквивалента примерно 2 килограмм нефти в виде материалов и энергии. Также он может быть повторно переработан!
Непрозрачный (однако, есть прозрачная модификация) материал желтоватого оттенка. Окрашивается в различные цвета.
Повышенная ударопрочность и эластичность
Нетоксичность
Долговечность
Стойкость к щелочам и моющим средствам
Влагостойкость
Маслостойкость
Кислотостойкость
Теплостойкость 103 °C (до 113 °C у модифицированных марок)
Широкий диапазон эксплуатационных температур (от −40 °C до +90 °C)
Используется для изготовления:
-крупных деталей автомобилей (приборных щитков, элементов ручного управления, радиаторной решётки)
-корпусов крупной бытовой техники, радио- и телеаппаратуры, деталелей электроосветительных и электронных приборов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники
-корпусов промышленных аккумуляторов
-спортинвентаря, деталей оружия
-мебели
-изделий сантехники
-выключателей, переключателей
-канцелярских изделий
-настольных принадлежностей
ИГРУШЕК, ДЕТСКИХ КОНСТРУКТОРОВ
-чемоданов, контейнеров
-деталей медицинского оборудования, медицинских принадлежностей (гамма-стерилизация)
-смарт-карт
-как добавка, повышающая теплостойкость и/или улучшающий перерабатываемость композиций на основе ПВХ, ударопрочность полистирола, снижающая цену поликарбонатов.
Также АБС широко используется в экструзионных 3D принтерах. АБС-пластик стал популярным в системах быстрого прототипирования благодаря своей температуре стеклования — достаточно высокой, чтобы не возникало нежелательных деформаций при небольшом нагреве в бытовых условиях, но достаточно низкой для безопасной экструзии с помощью стандартных инструментов.
Окраска — финишный этап работы с распечатанной на 3D-принтере моделью. При кажущейся простоте окрашивание пластмассовых фигурок может вызвать затруднения. Чтобы конечный результат не разочаровал, нужно знать, как подготовить поверхность к нанесению краски, какие материалы выбрать для каждого вида пластика.
Покраска 3D-моделей
Распечатанные на 3D-принтере детали красят, преследуя две цели:
- сгладить поверхность, убрав видимые границы между слоями и мелкие неровности;
- придать модели законченный вид.
В зависимости от типа материала применяют разные способы обработки и окраски.

Чем покрасить пластик PLA, ABS, FLEX и PETG: какой краситель подойдет лучше всего?
Химический состав термопластичных полимеров обуславливает выбор лакокрасящих материалов (ЛКМ):
- PLA отличается стойкостью к большинству растворителей, а распечатанные модели характеризуются гладкой и твердой поверхностью, плохо поддающейся обработке. Адгезия краски с пластиком слабая. Лучший результат получают, используя акриловые пигменты и составы на основе эпоксидных смол. Для увеличения сцепления ЛКМ с моделью в красящий состав добавляют клей ПВА. Неплохо показали себя целлюлозные красители.
- ABS — пластик, реагирующий с ацетоном и подобными растворителями. Для тонирования нельзя использовать краску на их базе. Эпоксидные и акриловые красители хорошо держатся на поверхности, эффективно скрывают трещины и границы слоев.
- Для изделий из FLEX рекомендуются эластичные окрашивающие составы: воднодисперсионная суспензия, акриловый сополимер и их смеси. Эти ЛКМ качественно маскируют мелкие неровности и не растрескиваются.
- PETG реагирует только с дихлорметаном, поэтому покрывать изделия из этого пластика можно любыми красками, в том числе на основе разных растворителей. Рекомендуется акрил, так как нитроэмали и алкидные пигменты имеют резкий запах, долго не выветривающийся. Адгезия акриловых составов с поверхностью модели хуже, чем других красителей. Для увеличения долговечности покраски сверху допускается распылить слой лака.

Для работы подойдет автомобильный аэрозоль, краска в банках для нанесения кистью или аэрографом. Универсальной считается полиакрилатная водорастворимая эмаль, подходящая для обработки филамента практически любого типа. На этикетке нужно найти указания: «для пластика» или «по пластику».
Важно! Так как перед окрашиванием поверхность необходимо загрунтовать, грунт выбирают так же, как и краску, чтобы его базовые растворители не испортили модель. Нужно запомнить, что нитроэмали, ЛКМ и грунт на алкидной основе не подходят для ABS.
Как покрасить пластик: пошаговая инструкция
Результат работ по окрашиванию в большой степени зависит от того, насколько тщательно была обработана поверхность детали. Зачастую подготовительный этап требует больших трудозатрат и времени, чем процесс нанесения краски.

Подготовка пластика перед покраской
Тщательный осмотр модели позволит выявить огрехи печати — глубокие выемки и трещины, которые невозможно удалить в процессе шлифовки и грунтовки. Такие дефекты устраняют с помощью эпоксидной смолы. Мелкие точки и видимые границы слоев скроются при обработке абразивными материалами и зальются грунтом.
- Шлифовка. Выполняется наждачной бумагой или абразивной губкой. Для черновой обработки берут материал с зернистостью Р180, доводку выполняют наждачкой Р400. Использовать абразив мельче нецелесообразно — к глянцевой поверхности не будет приставать грунтовка. В процессе шлифовки убираются мелкие погрешности, допущенные при печати, поверхность матируется для лучшей адгезии с ЛКМ.
- Для ошкуривания ABS и PETG стоит выбрать водостойкий абразивный материал и шлифовать с водой. При интенсивных движениях поверхность детали разогревается, и текучесть пластика, особенно PLA, возрастает. Нужно проявить терпение и работать не спеша.
Важно! Даже если для сглаживания дефектов деталь обработали растворителем, нужно ее зашкурить, чтобы убрать глянец.
Грунтовка
Грунт — это вид краски, формирующий однородность поверхности и увеличивающий ее адгезионные свойства. Выпускается в аэрозольных баллончиках и в емкостях под кисть.

- Грунт наносится в два-три слоя с обязательной выдержкой времени для высыхания слоев, указанного в инструкции к составу.
- Повторная шлифовка. Обработка абразивом загрунтованной детали нужна, чтобы максимально улучшить качество поверхности. Для шлифовки рекомендуется брать наждачку зернистостью Р600 и выше. Так как сцепление краски с грунтом достаточно высокое, можно не бояться, что пигмент не схватится с глянцевой поверхностью.
Важно! Цикл грунтовки и шлифовки можно повторить, если результат подготовки удовлетворил не полностью.
Совет. При работе с аэрозолем состав распыляют круговыми движениями с расстояния около 20 см тонким слоем, чтобы не допустить потеков.
Что нужно для окраски?
- Организация рабочего пространства. Место для нанесения грунта и краски необходимо подготовить — создать импровизированный бокс, который защитит предметы интерьера от разлетающихся частиц пигмента.
- Материалы. Краски на выбор: аэрозоль, в баночках. Лак.
- Инструменты. Кисти — художественные или маникюрные, аэрограф, абразивные материалы для шлифовки.
Справка. Чтобы получить эффект ручной работы, нужно использовать именно кисти. Аэрограф — инструмент профессионалов, работать с ним довольно сложно.
Покраска пластика
В процессе окраски важно соблюдать главное правило — наносить пигмент максимально тонким слоем. Лучше сделать несколько полупрозрачных слоев, чем один толстый. Это позволит избежать потеков, избавиться от которых бывает непросто.
Основной тон формируют аэрозольной краской, детали выделяют тонкими кисточками. Во время распыления баллончик держат на расстоянии 10–30 см: удаленность от окрашиваемой поверхности влияет на плотность слоя.
Внимание ! Температура в помещении должна быть в пределах, указанных в рекомендациях по использованию ЛКМ. Во время сушки изделие требуется защитить от пыли. До окончательной полимеризации краски поверхность нужно беречь от механических воздействий и повышенной влажности.
Смывка
Чтобы подчеркнуть рельеф, выделить углубления и выступающие фрагменты, создать тени, применяется техника washing — смывка. Выполняется при помощи жидкой краски: пигмент разводят в пропорции 1 : 1 с растворителем, для акриловой краски это вода. Технология заключается в обильном нанесении на уже окрашенную модель жидкой смывки, тон которой значительно темнее основного.
Краска заполняет все углубления и остается в них. Так визуально подчеркивают морщинки, стыки между кирпичами, головки болтов и прочие мелкие детали. После обработки смывкой модель выглядит наиболее естественно. Для наилучшего растекания краски фигурку предварительно покрывают глянцевым лаком.
Окончательная обработка

Лакирование — финишный этап покраски. Прозрачный лак придаст завершенность внешнему виду, защитит краску, увеличит ее долговечность. Для создания прозрачного слоя предлагаются разные лаки — матовые и глянцевые. Далеко не каждая модель нуждается в глянцевом покрытии. Чтобы избежать излишней «игрушечности», лучше воспользоваться матовым лаком для финишного покрытия, например, стенок зданий, элементов одежды, фигурок животных.
Справка. Лак подбирают по составу, идентичному с краской. Для акриловых пигментов подойдет воднодисперсионный акриловый лак. Продается в банках и баллонах.
Ошибки окраски пластика и способы их избежать
Дефекты, возникающие при окрашивании, — следствие банальных просчетов:
- На модели появляются пятна, похожие на кратеры. Причина: на поверхности остались следы жира. Необходимо тщательное обезжиривание фигурки перед окрашиванием.
- Глянцевые участки перемежаются с матовыми. Грунт был нанесен неравномерно, матовые области возникают в местах, где слой грунтовки самый тонкий и пористая поверхность впитывает пигмент. Следует еще раз отшлифовать деталь и повторить процесс грунтовки.
- На поверхности появились вздутия или морщины. Так проявляется эффект реакции несовместимых красок. Придется удалить всю краску, отшлифовать модель и повторить весь цикл обработки от грунтования до окраски.
Внимание! Всю палитру ЛКМ — от грунта и красок до финишного лака — выбирают по базовому растворителю.
Соблюдая несложные рекомендации, можно избежать ошибок при окраске моделей:
- нельзя смешивать разные типы ЛКМ;
- следует наносить краску тонким слоем;
- нужно соблюдать инструкцию производителя краски: выдерживать нужную температуру, время высыхания слоев;
- поверхность должна быть чистая и сухая.
3D-принтер дает возможность создавать разнообразные пространственные объекты. А их дальнейшая обработка превращает модели в настоящие произведения искусства. Покраска трехмерных фигур требует безмерного терпения и соблюдения алгоритмов процесса, начиная от подготовки поверхности и заканчивая лакированием. Зато конечный результат станет предметом восхищения не только окружающих, но и самого создателя 3D-модели.
Акрилонитрилбутадиенстирол (АБС, ABS) — один из наиболее популярных материалов для 3D-печати ввиду относительной дешевизны и удачного сочетания физико-механических и химических характеристик.

Тем не менее, АБС не лишен недостатков, наиболее значимый из которых — довольно высокая термоусадка, в большинстве случаев требующая использования не только адгезионных средств, но и закрытых термокамер с подогреваемыми платформами. В противном случае возможно преждевременное отделение печатаемого изделия от столика, а также деформации и растрескивание в процессе 3D-печати. При должной подготовке и использовании соответствующих материалов и оборудования эта проблема успешно решается.

Основные преимущества АБС
АБС демонстрирует хорошие прочностные характеристики, включая ударную стойкость, и отлично поддается механической обработке. Этот полимер также реагирует со многими растворителями, что можно рассматривать и как недостаток, и как преимущество. Например, АБС легко растворяется в ацетоне, что позволяет использовать последний для склеивания отдельных деталей (особенно хорошо работает так называемый «АБС-сок» — раствор АБС в ацетоне), а также сглаживания поверхностей с помощью кистей или паровых бань.

3D-печатная модель из АБС до и после сглаживания парами ацетона
АБС обладает достаточно высокой температурой тепловой деформации, однако длительная эксплуатация деталей без защитных покрытий на открытом воздухе не рекомендуется, так как материал весьма восприимчив к разрушительному действию ультрафиолетового излучения. Для этой цели лучше подходит близкий родственник АБС — акрилонитрилстиролакрилат (АСА, ASA), представленный в нашем ассортименте под названием REC Eternal.
Общие характеристики REC ABS:
- Плотность: 1,05 г/см^3
- Температура эксплуатации: от -40°С до +90°С
- Температура размягчения: ~ 103°С
Механические характеристики REC ABS:
- Ударная вязкость по Шарпи: 180,14 кДж/м^2
- Прочность при растяжении вдоль слоев: 29,6 МПа
- Модуль упругости при растяжении вдоль слоев: 1,27 ГПа
- Прочность на изгиб: 65,4 МПа
- Модуль упругости на изгиб: 2,14 ГПа
- Максимальная нагрузка на изгиб: 103 Н
- Прочность при растяжении поперек слоев: 19,7 МПа
- Модуль упругости при растяжении поперек слоев: 2,34 ГПа
- Максимальная нагрузка на растяжение: 785 Н
- Прочность на сжатие: 49,3 МПа
- Модуль упругости на сжатие: 1,71 ГПа
- Максимальная нагрузка на сжатие: 5994 Н
- Предел текучести при растяжении и температуре 23°С: 52 МПа
- Прочность при изгибе 2,8 мм/мин. 23°C: 70 МПа
- Ударная твердость по Роквеллу (шкала R): 112
- Вязкость по Изоду: 25 кДж/м2
- Масло- и бензостойкость (максимальное изменение формы за 24 часа): 0,2%
- Кислородный индекс, %O2 по ГОСТ 21793-76: 18,2-18,5
- Массовая доля золы по ГОСТ 15973: менее 0,01%
Рекомендации по подготовке к 3D-печати
АБС не требует использования высокотемпературных экструдеров или износостойких сопел, но, как упоминалось выше, при работе с АБС необходимо соблюдать достаточно жесткий температурный режим во избежание проблем из-за преждевременной усадки.
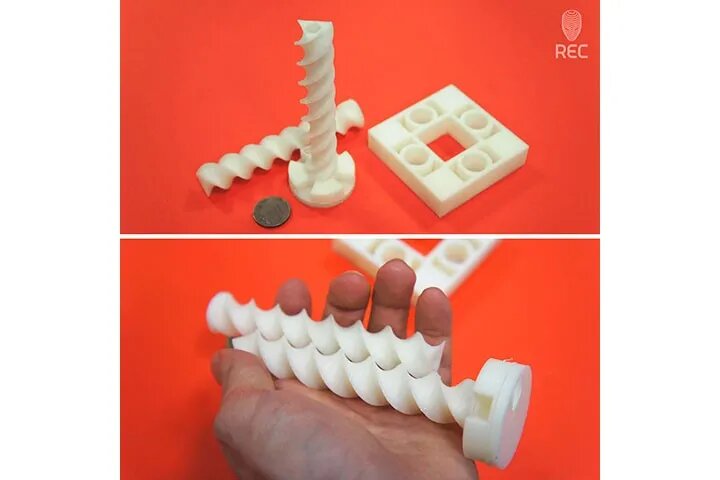
Так как степень линейной усадки зависит от габаритов моделей, при 3D-печати небольших изделий длиной и/или шириной в несколько сантиметров зачастую можно обойтись подогревом стола и использованием адгезионного покрытия. Другими словами, такие изделия можно печатать на недорогих 3D-принтерах с открытыми рамами, например множественных клонах Prusa.
При 3D-печати более крупных деталей, измеряемых десятками сантиметров и выше, необходимо использовать как минимум закрытые камеры с подогреваемыми столиками, а оптимально — термокамеры с активной регулировкой фоновой температуры.
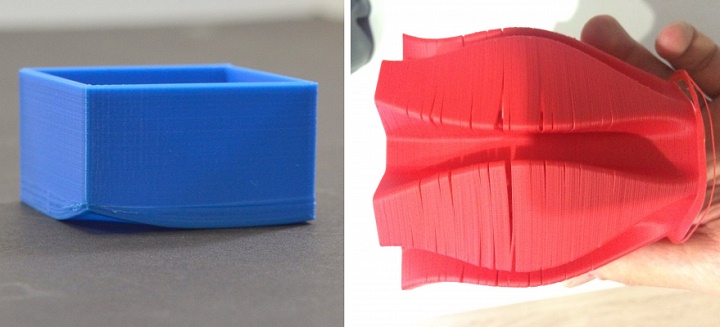
Типичные проблемы при 3D-печати АБС-пластиком, вызываемые усадкой: закручивание нижних слоев и растрескивание
Скорость укладки нити необходимо подбирать, опять-таки отталкиваясь от усадки. При использовании 3D-принтеров с открытой рабочей зоной 3D-печать желательно осуществлять без использования обдува, но для этого скорость укладки должна быть достаточно низкой для того, чтобы пластик успевал схватываться, затвердевать и выдерживать вес последующих слоев. При использовании термокамер, особенно активных, эта проблема нивелируется, так как фоновая температура помогает стабилизировать температуру пластика, что в свою очередь позволяет использовать обдув и наращивать скорость 3D-печати.
Слишком высокой скорости стоит избегать даже при использовании термокамер и обдува, так как хотэнд не будет справляться с плавлением филамента, что приведет к пропускам в укладке материала и образованию дыр в изделиях. Повышать производительность хотэнда через чрезмерное повышение температуры не рекомендуется, так как это может привести к образованию нагара, пробок и даже к пиролитическому разложению материала.
Для повышения адгезии с рабочей поверхностью можно использовать специальные покрытия и клеевые составы. Дополнительно можно печатать рафты или юбки — вспомогательные конструкции под моделью и вокруг нее, увеличивающие площадь соприкосновения.

Пример 3D-печати на рафте
Рекомендуемые настройки для 3D-печати материалом REC ABS:
- Температура сопла: 240-270°C
- Температура стола: 90-110°C
- Обдув не рекомендуется
- Рекомендуемые адгезионные средства: клей The3D, полиэстерная пленка
- Минимальный диаметр сопла: 0,1 мм
Хранение
Так как АБС восприимчив к ультрафиолету, материал желательно хранить в темном месте или непрозрачных контейнерах. АБС не отличается высокой гигроскопичностью, но тем не менее рекомендуется хранить вскрытый пластик в плотно закрытых пластиковых пакетах или других контейнерах с добавлением силикагеля для защиты от влаги и пыли. При необходимости материал можно просушить перед 3D-печатью и установить поролоновый пылевой фильтр перед подачей нити в экструдер. Подробный гайд по хранению пластиков для 3D-печати доступен по этой ссылке, а по просушиванию пластиков — здесь.
Безопасность REC ABS
При 3D-печати АБС возможно выделение вредных летучих веществ в небольших объемах, не представляющих серьезной опасности. Тем не менее, рекомендуется печатать в хорошо проветриваемых помещениях и по возможности оборудовать рабочие станции вытяжкой.
Объемы выделений и предельно допустимые концентрации (ПДК):
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC ABS
Наша компания последовательно проводит испытания выпускаемых материалов для 3D-печати. С отчетами об испытаниях REC ABS можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
Читайте также: